PROMIG-500SYN DPulse 重工业高速脉冲 MIG 焊机

| 分享 | |
|---|---|
| 产品目录 | 所有产品 |
| English details | PROMIG 500XP Heavy Industrial High Speed Pulse MIG Welder |
| 品牌 | TOPWELL |
| 输入电压 | 3PH ~ 400V ±15% |
| 额定输出(40℃) 100% | 米格:500A/39V |
| 特征 | 高速脉冲、超低飞溅、混合脉冲 |
| 下载 |
详细信息
细节
快速规格
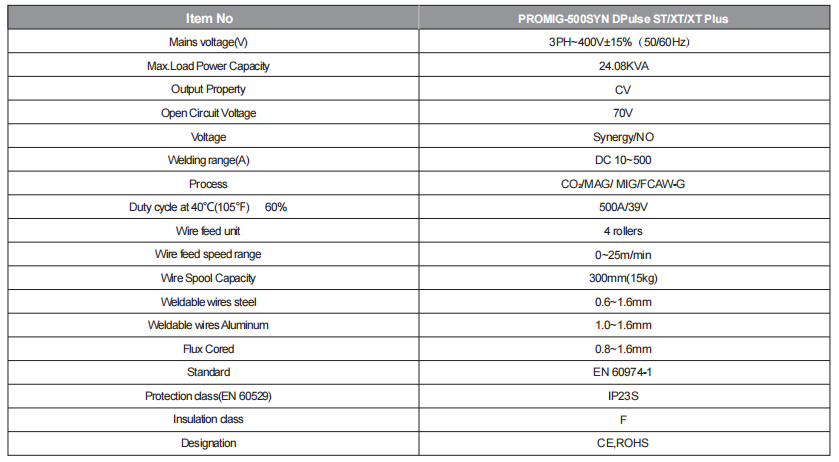
PROMIG-500SYN DPulse
输入电压3PH ~ 400V ±15%
输出范围10A~500A
额定输出(40℃) 60%500A / 39V
净重94公斤
送丝机4辊
机器工艺
棒(SMAW)
药芯焊丝 (FCAW)
米格 (GMAW)
脉冲 MIG (GMAW-P)
双脉冲 MIG (GMAW-DP)
高速脉冲 MIG (GMAW-HSP)
工业应用
小船、船舶和游艇建造
一般制造业
一般制造
结构钢制造
运输
钣金加工
轻型管材和片材
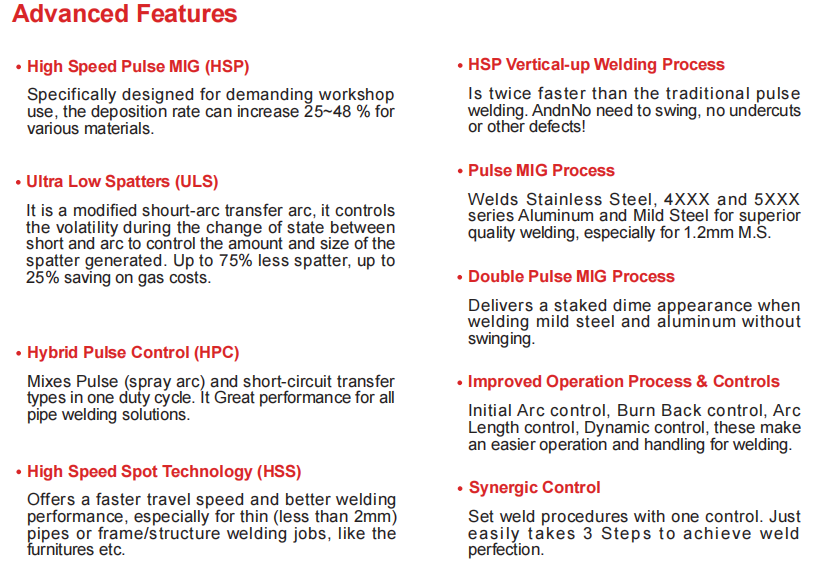
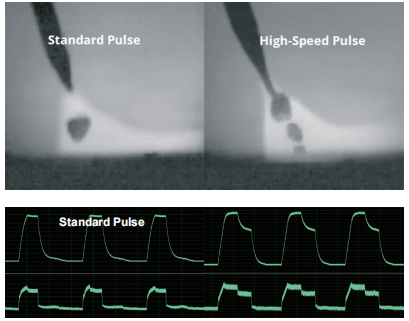
HSP—高速脉冲技术
专为要求苛刻的车间使用而设计,各种材料的沉积率可提高25~48%,无论是用于制造厚材料还是板材金属。
高速脉冲 (HSP) 过程使您能够节省与传统脉搏相比,时间、金钱和精力焊接。此过程已准备好将脉冲焊接提高到全新的水平!
一般来说,一个脉冲熔化一个液滴,但我们增加TOPWELL's New 提交的这些水滴高速脉冲过程。过渡会更快,更窄的 HAZ 区和更深的穿透力!
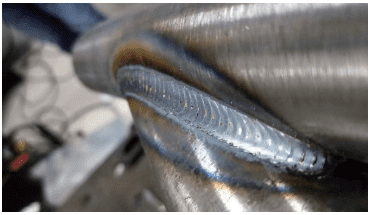
获得更好的焊缝
更少的热量输入,更少的飞溅,更少的返工
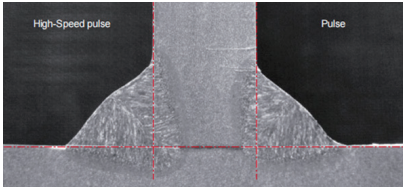
获得更高的焊接强度
穿透更深,无咬边缺陷,强度更高。
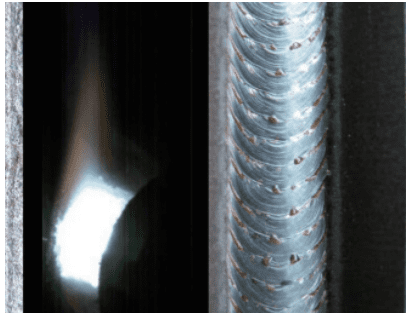
HSP垂直向上焊接工艺
针对角焊缝 (FW) 优化的 HSP 使用完成
PF 焊接(垂直向上位置);也可以用来
在其他焊接位置有很大的好处。
对于 TOPWELL PROMIG 系列,HSP 大约快 70 %,
对每个人来说都是一个巨大的进步,焊接垂直
接缝。一个全新的水平!
无需摆动!没有底切或其他缺陷!
HSP焊接PF的速度是普通焊接速度的2倍
传统脉冲焊接
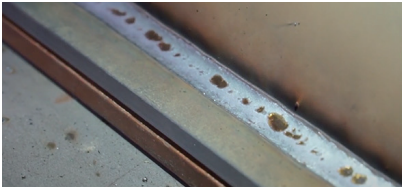
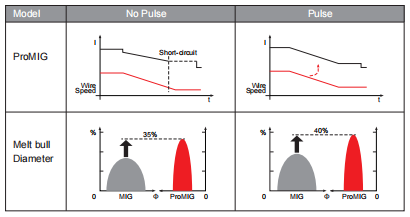
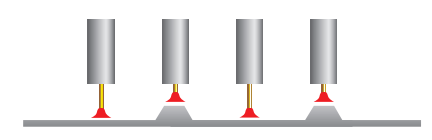
ULS - 超低飞溅技术
ULS 工艺是一种改进的短弧转移弧,它
控制状态变化期间的波动性
short 和 arc 来控制飞溅的数量和大小
生成。它在相对较低的电流下重燃的原理
水平构成显着差异
标准倾角转移弧。短路被触发在
低电流水平,这导致软重燃和稳定
焊接工艺。

CO 中的超低飞溅性能2焊接工艺
• 短弧是一种焊丝转移方法,经常用于焊接小于 3mm 的薄材料,它是由自然是一种焊接过程,会产生飞溅物,飞溅物会附着在喷嘴内部的零件、焊接夹具上需要额外的清理时间。大部分飞溅是在进程更改状态时产生的每秒可能发生超过一百次的短路和电弧放电。这种变化导致巨大的变化in是控制short和arc之间状态变化过程中的波动性,以控制数量和大小产生的飞溅。
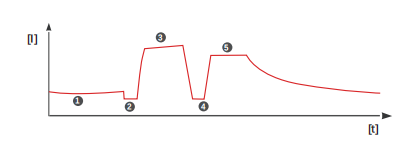
稳定 CO 中液滴转移的波形控制2焊接
•初始短路控制在电线短路后立即降低安培数,从而稳定短路,最大限度地减少由电线颤动引起的飞溅。
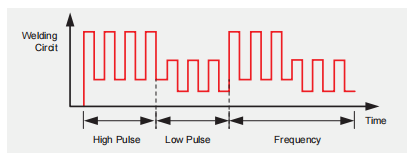
双脉冲 MIG 工艺
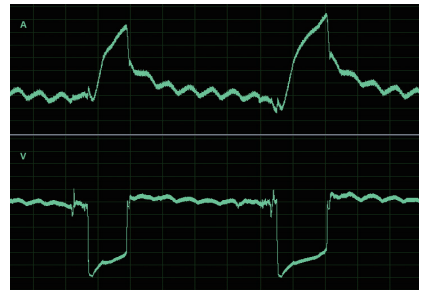
•颈部控制检测瞬间液滴脱离开始颈部然后迅速减少短期发行前的安培数。释放短线在较低的安培数下会降低熔断器效应能量。
•稳定的传输控制安培数增加短暂发布后直接。添加安培数快速烧毁电线,防止二次短路。更快的燃烧会更快地产生液滴并且减少总电弧时间,从而增加频率并提供清脆干净的弧线。用于 CO2 工艺抑制熔池振动防止二次短路
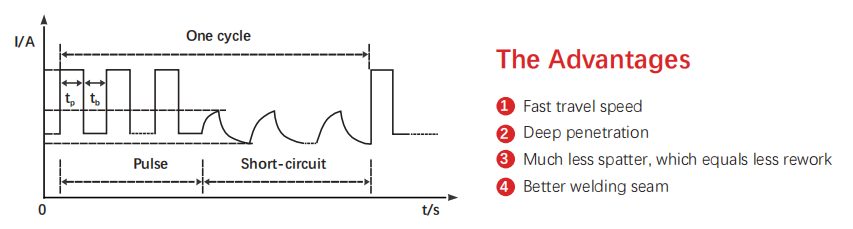
HPC - 混合脉冲控制
HPC-混合脉冲控制是协同波形控制焊接过程控制变体应用于脉冲 MIG 焊接(喷弧)和短路转移类型在一个占空比。它使每个基极电流期间的导线(Dip-Pulse) 并形成 One-Pulse,一浸转移。它保持这两种传输类型的优势提供卓越的方向性稳定性,深度渗透和自由飞溅。
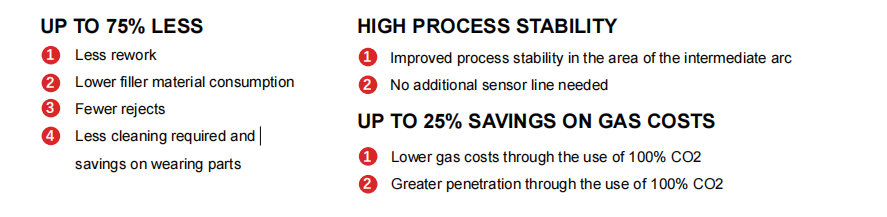
优点
* 高方向稳定性
* 深度渗透
* 更少的飞溅,这等于更少的返工
* 需要更少的清洁并节省易损件
* 管道焊接解决方案的卓越成果,
特别是对于垂直-u
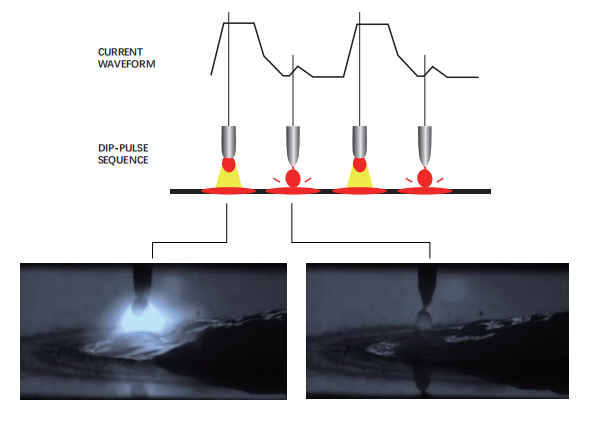
HPC—混合脉冲控制



HSS - 高速光斑技术
HSS是采用短路平滑切换技术的高速点焊,脉冲。通过交替输出脉冲和短路电流,对熔池进行加热和冷却周期性地形成鱼鳞纹。通过调整脉冲和短路的频率和占空比,鱼鳞的形状可以随意调整。
高速钢的应用
薄(小于 2 毫米)管道或框架/结构焊接作业,如家具等。

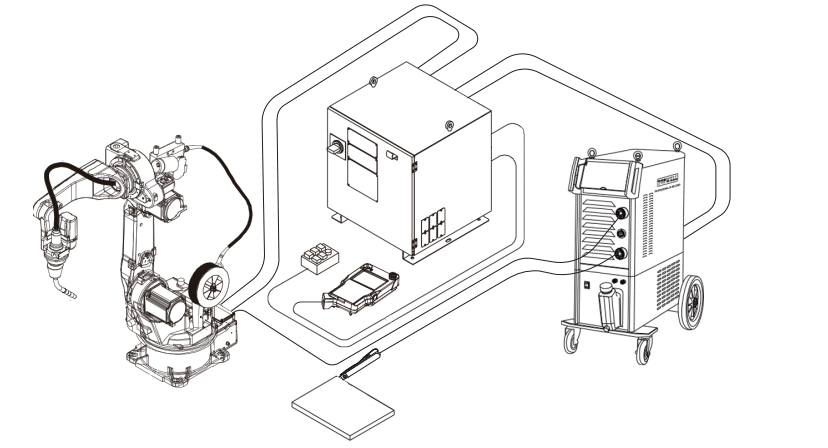
ULS/HPC/HSS 专为与机器人或托架进行焊接而设计
使用机器人或小车进行焊接,以确保出色的性能。
双脉冲 MIG 工艺
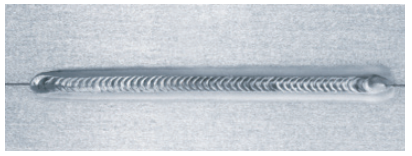
与传统的双脉冲相比,高速双脉冲工艺可以提高焊接速度约25%。焊接质量可与TIG工艺媲美。无需摆动,您可以轻松获得美观的焊缝接缝,具有显着降低和更多的控制器热量输入到工件。
它导致更低的变形和更少的返工,非常适合焊接薄铝或不锈钢板。
采用高速双脉冲工艺,电弧热输入交替变化,有效降低母材热输入。减少了裂纹等焊接缺陷的发生。

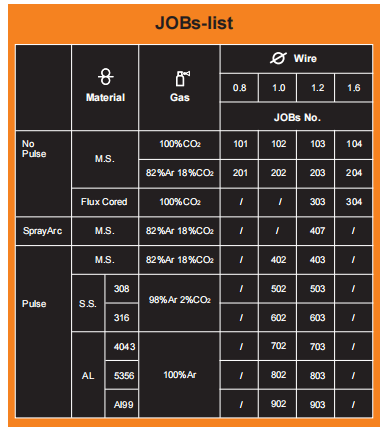
与作业列表的协同控制
作业列表显示易于直观地控制
通过它的图形用户界面。我们组装
每个 Job-No. 中的完美焊接曲线。对于高度
碳钢的高效多工艺焊接和
不锈钢和铝合金。操作是比以往任何时候都容易。
改进的操作流程和控制
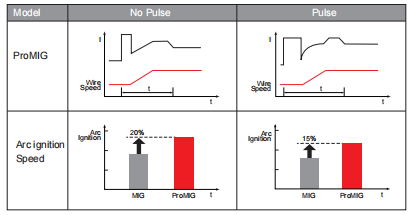
初始电弧控制
我们通过焊接波形来控制电弧能量,所以
引弧成功率可快速提高
建立熔池。
回烧控制
关闭电弧和关闭电弧之间的可调节时间延迟
送丝以防止焊丝粘在水坑上。
弧长控制
通过改变割炬与工件之间的距离。
您现在可以更轻松地做出反应来控制电弧,
例如改变间隙尺寸或电弧吹,更多
直观且效率更高!
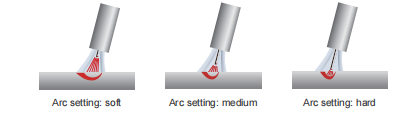
动态控制
动态控制使焊工第一次能够
可变地调整脉冲焊机到广泛的工作和焊接职位以及他的个人
喜好。焊工可以使用控制器直接
访问弧特性并将其从软更改为
难的。
规格
视频
您可能还需要

推拉式 401W

SGT 18

脚踏板
运输



