在电极焊接中,电极棒和工件之间的接触会点燃电弧。这会在两极之间产生短暂的短路,这意味着电流可以流动。电弧在工件和电极之间燃烧。这会产生所需的熔化热。通过可消耗的芯线和同样可消耗的涂层,电极还提供保护渣和气体罩。
什么是
电极焊接

首页 / 电极焊接
- 基本原理
- 基础知识
- 优点和缺点
- ARC
- 电极
简单、多功能、有效
- 电极焊接又称为手工电弧焊、手工电极焊接、手工金属电弧焊或屏蔽金属电弧焊 (SMAW),通常是焊工在培训期间学习的第一种焊接工艺。它很容易学习,但已经提供了对焊接系统的工作方式以及金属与电压之比的深入了解。
- 与 MIG/MAG 和 TIG 工艺相比,使用焊条焊接具有许多优势。原则上,几乎所有材料都可以使用焊条焊接。该工艺主要用于钢铁和管道建设,但也用于金属贸易和工业。手工金属电弧焊允许任何类型的焊缝和位置,无论是限制位置还是仰角位置、垂直向上焊缝还是垂直端焊。此外,焊工不依赖保护气体,即使在风雨等不利天气条件下,也可以轻松地在室外工作。
手工电弧焊:工作原理
手工电弧焊需要低电压和高电流。焊接系统将可用的电源电压转换为明显较低的焊接电压。同时,它提供所需的电流,这也允许调整和调节电源。
- 在手工金属电弧焊中,电流强度是连接质量最重要的参数。因此,即使电弧长度发生变化,电流强度也必须尽可能保持恒定。为了确保这一点,电极焊接电源始终具有下降特性。

优点和缺点
- 操作简便
- 可广泛使用,不受地点限制
- 易学
- 低噪音
- 采购成本低
- 防止焊渣形成,保护焊缝
- 对铁锈、氧化皮、油或油脂等污染物不敏感
- 几乎所有金属材料均可焊接
- 焊缝质量高,机械性能好
- 焊接速度低
- 产生大量烟雾
- 发生电弧偏吹
- 由于端部凹坑和接触位置导致误差源增加
- 电极直径取决于板材厚度和焊接位置
- 设置时间和停机时间长:标准包装电极的重新烘烤
- 安装电极、去除剩余残端、去除炉渣和飞溅物
- 无法机械化
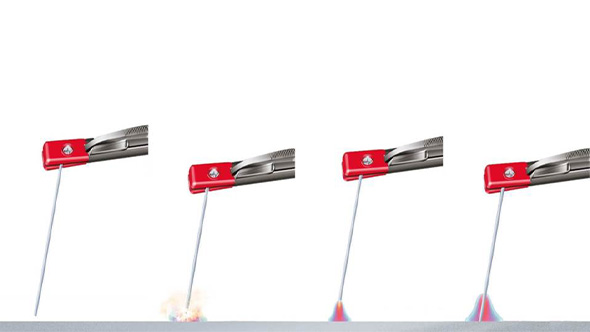
弧是如何产生的?
要形成电弧,必须断开电极和工件之间的电路。
在手工金属电弧焊中,这是通过接触点火或接触点火实现的。
电弧通过接触工件上的电极棒而点燃。为了产生电弧等离子体,材料和涂层必须因高短路电流而熔化或蒸发。同时,电压(阴极、阳极和弧长电压)必须足够高以允许电弧形成。所需的电流和电压取决于电极直径和电极涂层。
电极涂层的任务
- · 接触间隙电离
- · 气罩形成
- · 炉渣形成
- · 电弧稳定
- · 脱氧控制
- · 焊接熔池中合金化和脱合金化过程控制
- · 影响焊缝冷却速度
- · 提高熔敷率(生产率)

钢铁的应用
| 代码 | 电极类型 | 特性与用途 |
| A | 酸性涂料 | 电弧稳定性高,熔池流动性好,很少使用 |
| C | 纤维素涂层 | 电弧强,熔渣少,熔池区域熔合率高,焊接难度大 |
| R | 金红石涂层 | 喷射转移、易于焊接、焊缝平整、间隙弥合能力差 |
| Rr | 厚金红石涂层 | 喷射转移、易于焊接、焊缝平整、间隙弥合能力差 |
| Rc | 金红石纤维素涂层 | 喷射转移、易于焊接、焊缝平整、间隙弥合能力差 |
| Ra | 金红石酸性涂料 | 喷射转移、易于焊接、焊缝平整、间隙弥合能力差 |
| Rb | 金红石基础涂料 | 喷射转移、易于焊接、焊缝平整、间隙弥合能力差 |
| B | 基础涂层 | 适用于高强度连接,可在各种位置焊接,焊接难度比金红石涂层焊条略高 |