等离子体是物质的第四种状态。我们通常认为物质有三种状态:固体、液体和气体。对于常见的元素水,这三种状态分别是冰、水和蒸汽。
这些状态之间的区别在于它们的相对能量水平。当你以热量的形式向冰中添加能量时,冰会融化并形成水;如果你添加更多的能量,水就会蒸发并变成蒸汽。如果你向蒸汽中添加更多的能量——将其加热到大约 11,700° C——蒸汽会分解成多种成分气体,并变得具有导电性或电离性。这种高能电离气体称为等离子体。
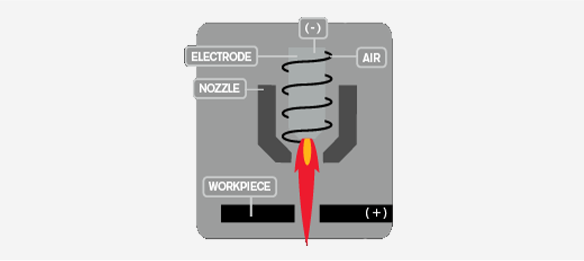
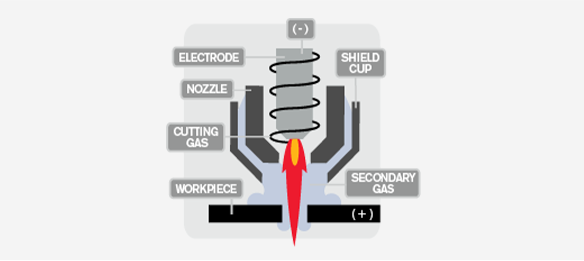
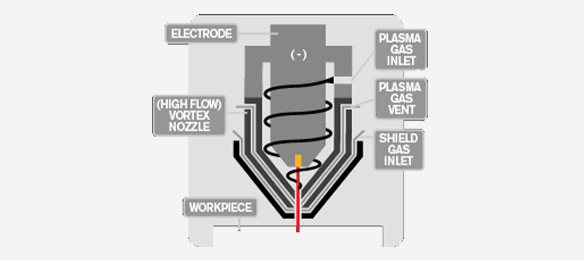
等离子切割系统使用等离子流将能量传输给导电工作材料。等离子流通常是通过将氮气、氧气、氩气甚至空气等气体强制通过狭窄的喷嘴形成的。外部电源产生的电流为气流增加足够的能量以使其电离,将其变成温度接近 40,000˚ F 的等离子弧。等离子弧通过熔化工件来切割工件,并吹走熔融的金属。