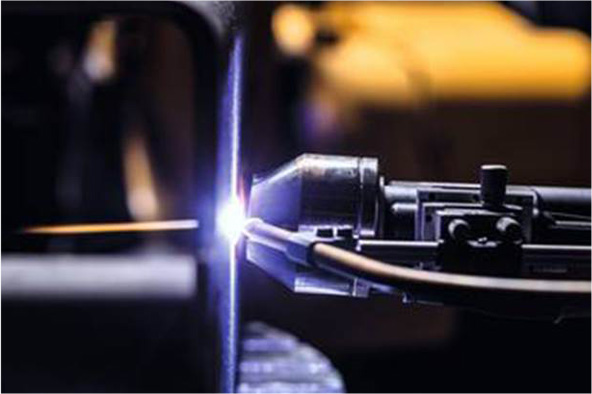
在 TIG 焊接中,所需电流通过钨电极供应,钨电极耐高温且不会熔化。该电极发出电弧,加热并液化材料。电极周围有一个用于保护气体的喷嘴。这可保护加热的材料免受周围空气的化学反应。为此使用惰性气体氩气、氦气或其混合物。惰性气体(即非反应性气体)可防止液态焊池和加热材料发生化学反应。这可确保焊缝质量高。
由于钨电极不会熔化,因此在 TIG 焊接中,填充材料由手动或通过外部送丝机以机械方式送入。

在 TIG 焊接中,所需电流通过钨电极供应,钨电极耐高温且不会熔化。该电极发出电弧,加热并液化材料。电极周围有一个用于保护气体的喷嘴。这可保护加热的材料免受周围空气的化学反应。为此使用惰性气体氩气、氦气或其混合物。惰性气体(即非反应性气体)可防止液态焊池和加热材料发生化学反应。这可确保焊缝质量高。
由于钨电极不会熔化,因此在 TIG 焊接中,填充材料由手动或通过外部送丝机以机械方式送入。

无放射性。适用于交流电中低至中等电流条件下铝合金和镁合金的焊接。容易熔化,电流较大时容易溅出。仅用于非关键焊接。
放射性。最适合用于直流应用。最适合用于非腐蚀钢、钛合金、镍合金、铜合金。良好的直流电弧启动和稳定性,中等腐蚀率,中等电流范围,中等喷溅倾向。
无放射性。交流或直流应用的最佳通用焊条。适用于低合金钢、防腐蚀钢、铝合金、镁合金、钛合金、镍合金、铜合金。良好的起弧性和稳定性,中高安培范围,低腐蚀率。
无放射性。最适合用于交流或直流应用。适用于低合金钢、防腐蚀钢、铝合金、镁合金、钛合金、镍合金、铜合金。良好的点火和再点火性能,使用寿命长,电弧稳定性极佳。低腐蚀率,低安培范围最佳,无喷溅,良好的直流电弧启动和稳定性。
无放射性。最适合用于交流电中铝合金和镁。球形良好,处理电流比纯钨高,点蚀更少,起弧和稳定性比纯钨更好。
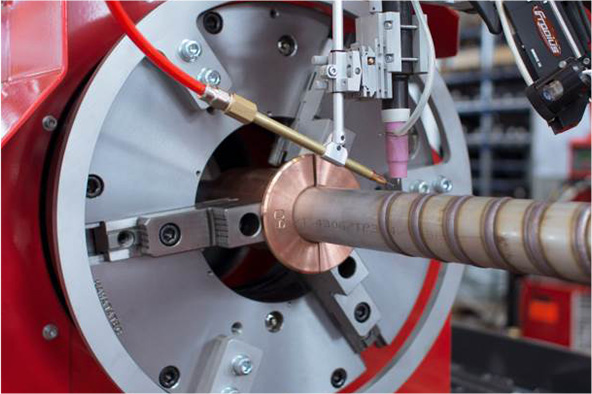
冷焊丝送丝可提高生产率:焊接速度加快,填充金属可精确均匀地送入焊接熔池。这样,即使是经验不足的焊工也能获得出色的焊接效果。

包覆是一种将特殊合金涂覆在部件上的工艺,可显著延长其使用寿命。该涂层通过机械化电镀进行。Fronius Speed Cladding 使涂层工艺速度提高三倍,效率更高。
