用于重工业的 ALUTIG-400CT AC/DC TIG 焊机

| 分享 | |
|---|---|
| 产品目录 | 所有产品 |
| English details | ALUTIG-400CT AC/DC TIG Welder For Heavy Industrials |
| 品牌 | TOPWELL |
| 输入电压 | 3PH ~ 400V ±15% |
| 额定输出(40℃) 60% | 400A/26V |
| 特征 | 交流氩弧焊、混合氩弧焊、直流氩弧焊 |
| 下载 |
详细信息
细节
TIG焊接整体解决方案
AC/DC TIG & MIX TIG
ALUTIG-400CT
直流氩弧焊 -具有脉冲功能,精确控制焊接电弧、热输入和穿透。
交流氩弧焊 -具有 4 种交流波形(方波和正弦波),以及 3 种交流波形控制(平衡、频率和幅度)。
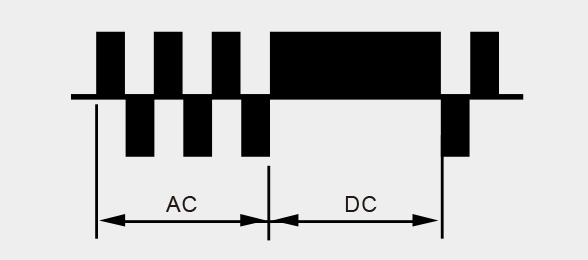
混合 TIG-在一个工作周期内同时具有交流电流和直流电流,电弧集中度更好,熔深更深。
可靠而强大的设计 -400A@60% 占空比,适合轻工业工作。

高效 TIG 焊接

最大输出高达 320A。可快速连续焊接薄金属和厚金属。
低碳钢 12mm V 型槽,5 层
第 1 层:300A,第 2 层:300A,第 3 层:280A,
第 4 层:280A,第 5 层:260A
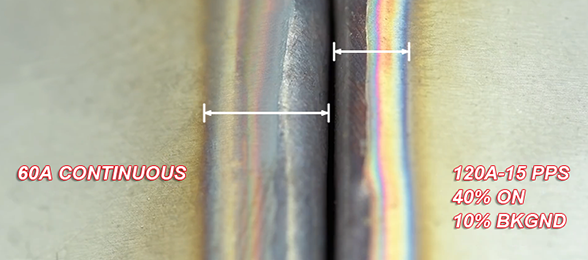
高级脉冲控制
脉冲 TIG 功能以设定的速率 (PPS) 将电流强度从高(峰值)切换到低(背景)。脉冲可以通过降低平均安培数、增加对焊接熔池、熔深和变形的控制来减少热量输入。
控制面板说明
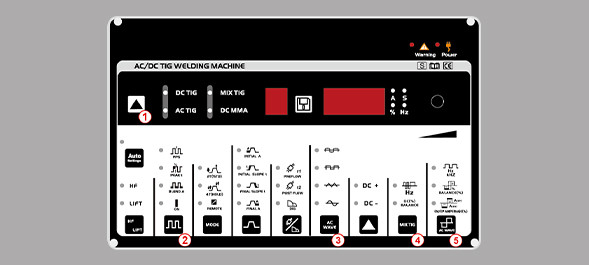
1.焊接工艺
DC TIG/AC TIG/混合TIG/DC MMA
2. 脉冲发生器控制
3. 交流波形类型
高级方波/软方波
三角波/正弦波
4. 混合 TIG
5. 交流波形
交流频率范围:20Hz~200Hz
交流清洁宽度(交流平衡):+40~-40
交流清洁率(AC Bias)%:+30~-50
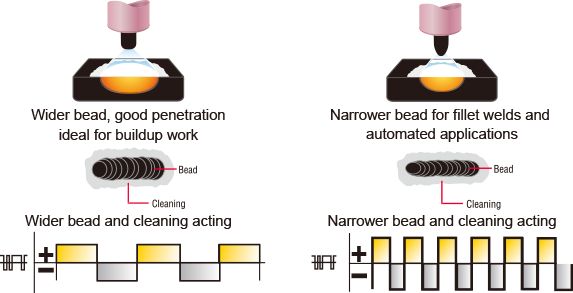
交流频率控制
控制圆弧锥的宽度。增加交流频率可提供更集中的电弧并增加方向控制。
注意:降低交流频率会软化电弧并加宽焊接熔池以获得更宽的焊道。
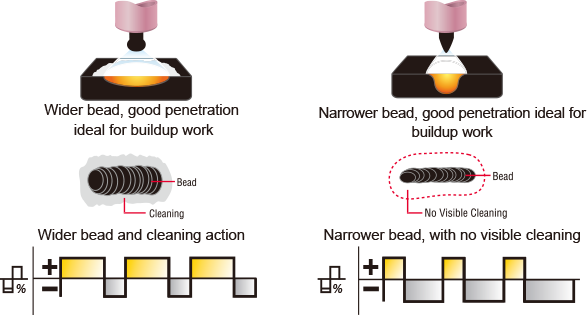
交流平衡控制
控制电弧清洁动作。调整 AC 波的 % EN 可控制焊缝周围蚀刻区的宽度。
注意:设置交流平衡控制,以便在焊接熔池的侧面和前面有足够的电弧清洁动作。交流平衡应根据氧化物的重或厚进行微调。
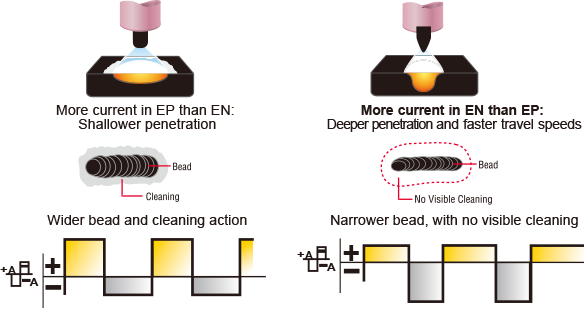
幅度控制
调整 EN 与 EP 安培数的比率,以精确控制对工件和电极的热输入。
注意:EN 安培数控制穿透水平,而 EP 安培数显着影响电弧清洁动作以及 AC 平衡控制。
独特的 MIX TIG
· 焊缝美观,电弧集中度好

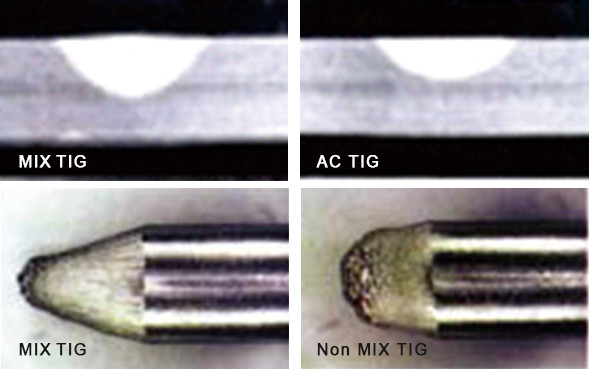
· 更深的渗透
· 大幅减少钨消耗
视频
规格
机器
| 产品名称 | ALUTIG-400CT |
| 机器工艺 | 棒(SMAW) 氩弧焊 (GMAW) 脉冲 TIG (GTAW-P) |
产品重量和尺寸
| 尺寸(长*宽*高) | 960x420x900mm |
| 净重 | 80KG |
基本规格
| 输入电压 | 3PH ~ 400V ±15% |
| 输入功率 | 氩弧焊:14.39KVA 综合格:14.21KVA |
| 输出范围 | 氩弧焊:5A/10.2V~400A/26V MMA:20A/20.8V~315A/32.6V |
| 额定输出(40℃) 60% | 氩弧焊:400A/26V MMA:315A/32.6V |
极性 | 交流/直流 |
您可能还需要

T5W

脚踏板

带自动送丝炬的冷送丝机



