高速双脉冲 MIG 工艺 mig 焊机 PROMIG-500SYN DPulse




| 分享 | |
|---|---|
| 产品目录 | 所有产品 |
| English details | High Speed Double Pulse MIG process mig welder PROMIG 500XP |
| 品牌 | TOPWELL |
| 产品规格 | PROMIG-500SYN DPulse |
| 额定输入电压 | 3PH ~ 400V +15% |
| 最大负载功率容量 | 24.08KVA |
| 送丝速度范围 | 0-25米/分钟 |
| 保修单 | 1年保修 |
| 方面 | 960x420x1400mm |
| 港口 | 宁波/上海 |
| 支付方式 | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| 下载 |
详细信息
细节
高速脉冲 MIG 焊接
PROMIG 500SYN DPulse
协同控制
改进的操作流程和控制
高速脉冲 (HSP)
高速双脉冲 (HDP)
高速喷弧 (HSA)
微双工艺 (MDP)
超低飞溅 (ULS)
混合脉冲控制 (HPC)
高速点 (HSS)

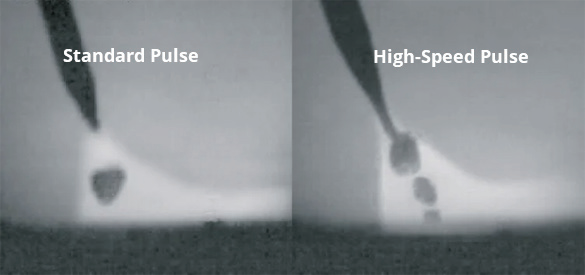
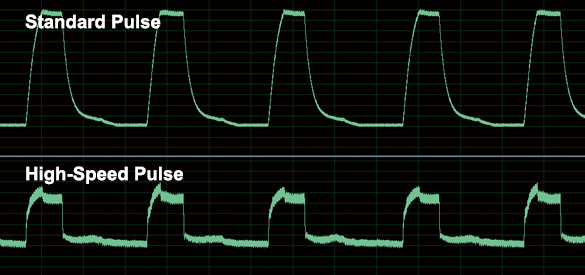
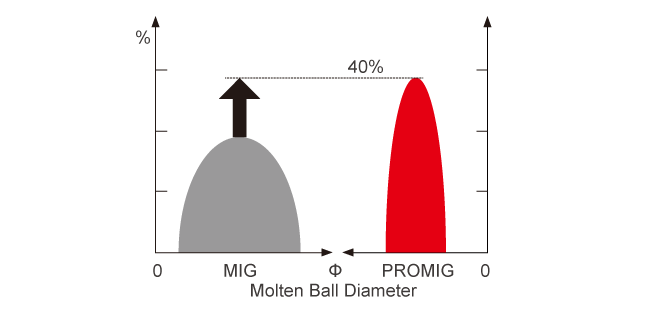
HSP - 高速脉冲
-专为要求苛刻的车间使用而设计,无论是用于制造厚材料还是钣金,沉积率均可提高 25~48 %。
- 与传统脉冲焊接相比,高速脉冲 (HSP) 工艺使您能够节省时间、金钱和能源。该工艺已准备好将脉冲焊接提升到一个全新的水平!
-一般来说,一个脉冲熔化一个液滴,但我们通过TOPWELL的新高速脉冲工艺增加了这些液滴的提交。过渡会更快,HAZ区更窄,穿透更深!
获得更好的焊缝
更少的热量输入,更少的飞溅,更少的返工。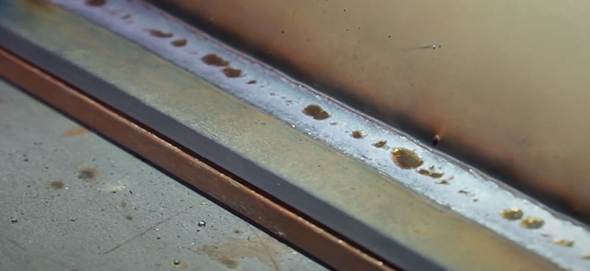
获得更高的焊接强度
穿透更深,无咬边缺陷,强度更高。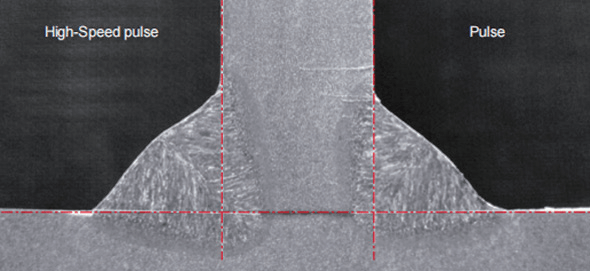
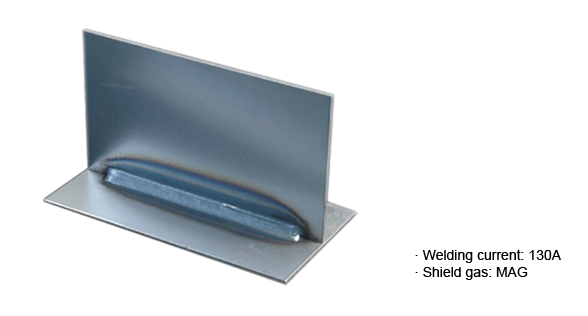
HPC - 混合脉冲控制
关键是在 MIG 焊接中应用的协同波形控制焊接过程控制变体,它是一个工作周期内的脉冲(喷弧)和短路转移类型。它提供卓越的方向稳定性、深度渗透和无飞溅物。
HPC 垂直向上焊接工艺
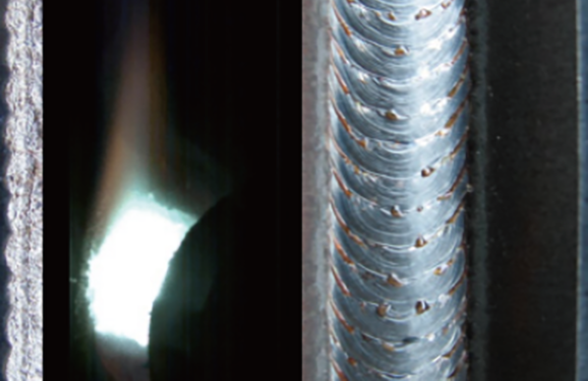
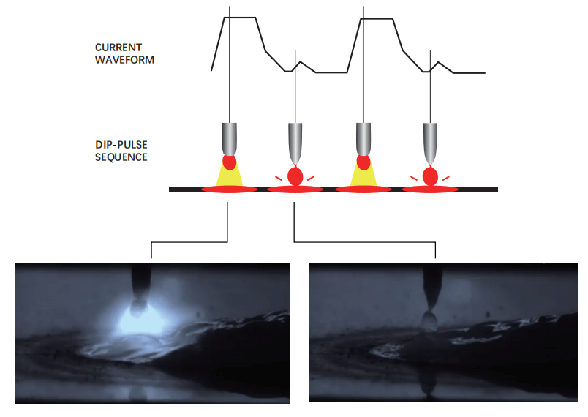
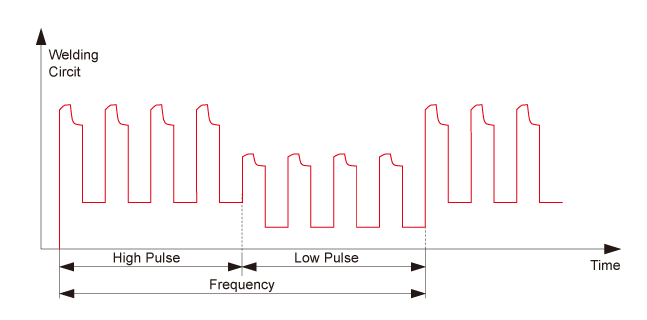
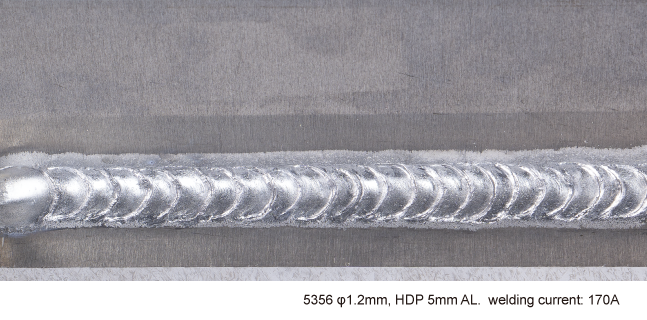
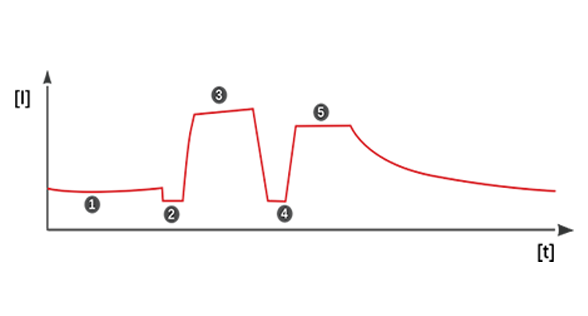
HDP - 高速双脉冲
HDP 是高速双脉冲。双脉冲的高低脉冲相位采用高速脉冲工艺,熔敷率提高高达30%,焊接生产率比标准双脉冲显着提高。专业的焊接曲线可实现对加热和冷却阶段的出色控制,确保精确的能量输入、低飞溅、低变形和漂亮的 TIG 焊接外观。 HDP 特别适用于中厚壁焊接,尤其适用于铝和钢应用。
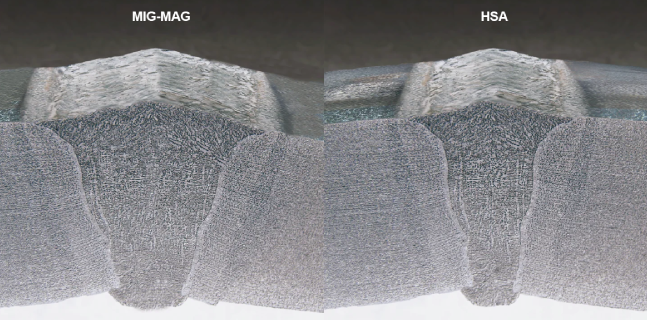
HSA - 高速喷弧
高度集中且极其稳定的电弧与高密度的完美结合。 HSA 提供更深的熔深、更窄的加热区,允许多层焊接的开口角度更小,与传统 MIG-MAG 焊接相比,焊接速度显着提高了 30%。它使焊接更高效、更经济。

MDP - 微双工艺
MDP是Micro Double Process,超精密的协同脉冲波形控制过程控制,可自由调整焊缝V形从粗到细。关键是当高低脉冲交替时,在低脉冲阶段没有液滴形成。 MDP的优点是能量输入精确,变形小,任何人都可以轻松制作出完美的TIG焊接外观,并且焊接效率可以达到传统TIG的两倍。 MDP 特别适用于薄壁至中壁 (1-8mm) 铝、钢和 CrNi 应用,例如框架、桌子、床和家具结构。

ULS - 超低飞溅
ULS过程是一种改进的短弧转移弧,它通过控制短弧和弧之间状态变化过程中的波动性来控制飞溅产生的数量和大小。即使在 CO2 和 MAG 焊接中,它也可以最大限度地减少飞溅,这意味着更少的返工、更少的废品、更少的清洁需要并节省易损件。

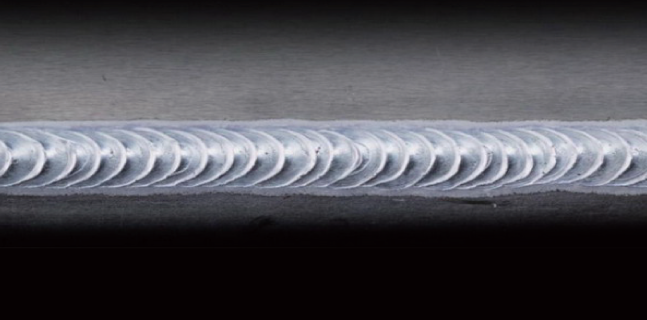
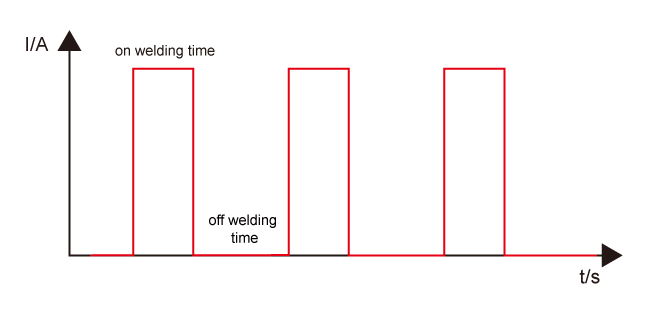
HSS - 高速光斑技术
HSS是高速点焊,它完美地结合了焊接工艺、电弧物理、高动态功率响应和强大的电机控制技术,引弧时间和引弧时间短,可以快速形成焊盘。一个点焊周期很快就完成了,反复循环,通过与机器人调整时间间隔得到你想要的鱼鳞,焊缝清晰美观。
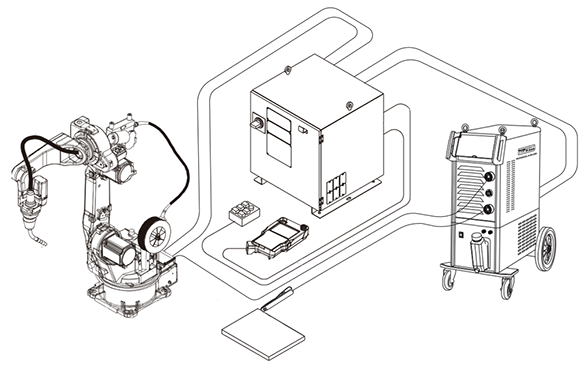
点焊:机器人

广泛应用于薄(≤2mm厚度)管道或框架/结构焊接作业。
HSS - 高速光斑技术
HSS是高速点焊,它完美地结合了焊接工艺、电弧物理、高动态功率响应和强大的电机控制技术,引弧时间和引弧时间短,可以快速形成焊盘。一个点焊周期很快就完成了,反复循环,通过与机器人调整时间间隔得到你想要的鱼鳞,焊缝清晰美观。
| 机器人焊接要求 | |
协同控制 | ● |
脉冲 MIG | ● |
热休克蛋白 | ● |
高密度板 | ● |
高铁 | ๐ |
| MDP | ● |
| ULS | ๐ |
| 高性能计算 | ๐ |
| 高速钢 | ๐ |
●标准 ๐可选的
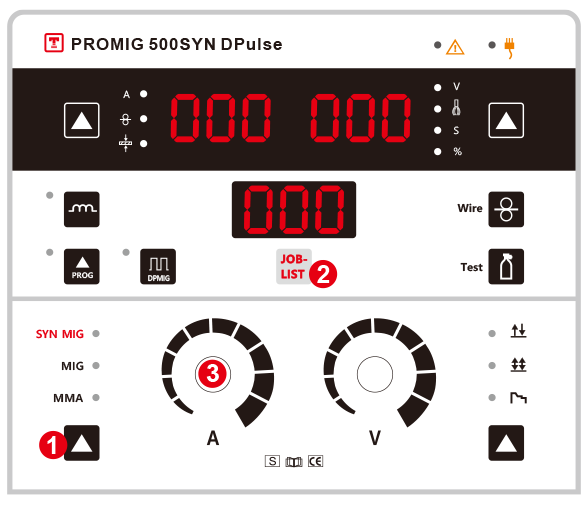
操作简单
实现焊接完美的 3 个步骤
1.选择操作模式
2. 选择作业列表编号。
3.调整焊接电流
(始终通过协同功能进行完美设置使用材料厚度)
与作业列表的协同控制
作业列表显示可通过其图形用户界面轻松直观地控制。我们在每个作业编号中组装了完美的焊接曲线。用于碳钢、不锈钢和铝合金的高效多工艺焊接。操作比以往任何时候都容易。

改进的操作流程和控制
弧长控制
通过弧长控制,无论焊枪与工件之间的距离变化,还是焊接电压的变化,弧长保持恒定,焊缝质量和外观保持不变。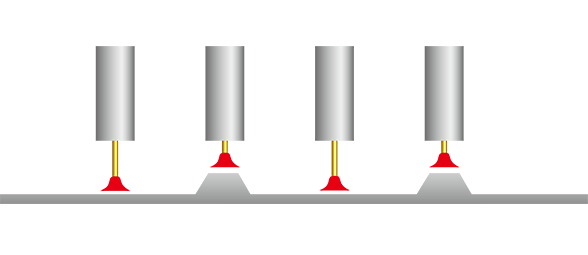
动态控制
通过动态控制,可以根据工件和位置以及焊工的个人喜好轻松调整电弧。将电弧更改为软或硬或介于两者之间的任何位置,即使在割炬位置不理想的情况下,也可以提高良好根部形成和侧面熔合的可靠性。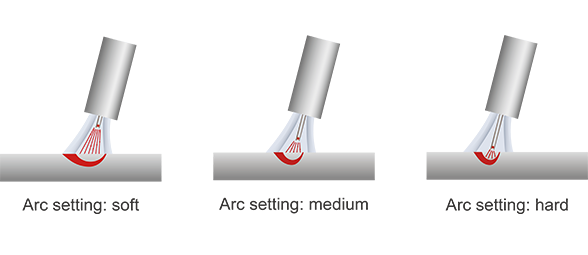
改进的操作流程和控制
HSS是高速点焊,它完美地结合了焊接工艺、电弧物理、高动态功率响应和强大的电机控制技术,引弧时间和引弧时间短,可以快速形成焊盘。一个点焊周期很快就完成了,反复循环,通过与机器人调整时间间隔得到你想要的鱼鳞,焊缝清晰美观。

视频
规格
机器
| 产品名称 | ProMIG-500SYN 脉冲 |
| 机器工艺 | SMAW GMAW FCAW GMAW-P GMAW-HDP GMAW-HSP |
| 送丝机 | 4辊 |
产品重量和尺寸
| 尺寸(长*宽*高):机器 | 950x460x1080 毫米 |
| 尺寸(长*宽*高):送丝机 | 710x350x500 毫米 |
净重 : 机器 | 66.5KG |
净重 : 送丝机 | 15KG |
基本规格
| 电源电压(V) | 3PH~400V±15%(50/60Hz) |
| 最大负载功率容量 | 25.18KVA |
| 40℃(105℉)额定占空比:60% | 500A/39V |
| 40℃(105℉)时的额定占空比:100% | 400A/31.5V |
开路电压 | 70V~80V |
功率因数 | 0.87 |
效率 | 89% |
送丝装置 | 4个滚筒 |
送丝速度范围 | ~25m/min |
线盘容量 | 300mm(15kg) |
线材φ(mm):Fe | 0.8~1.6mm |
电线 φ (mm): 铝 | 1.0~1.6mm |
焊丝 φ (mm):药芯 | 0.8~1.6mm |
您可能还需要

推拉枪

遥控

焊接夹套

高级焊接头盔



