Soldadora Pulse Mig 250amp焊接设备PROMIG-250SYN DPulse






| 分享 | |
|---|---|
| 产品目录 | 所有产品 |
| English details | Soldadora pulse mig 250amp welding equipment PROMIG-250SYN DPulse |
| 品牌 | TOPWELL |
| 产品规格 | PROMIG-250SYN DPulse |
| 额定输入电压 | 1PH〜230V±15%/ 3PH〜400V±15% |
| 最大负载功率 | 11.72千伏安 |
| 额定输出 | 250A / 26.5V |
| 开路电压 | 70V至80V |
| 效率 | 80% |
| 送丝机构 | 4辊 |
| 送丝速度范围 | 2-25m / min |
| 保修单 | 3年保固 |
| 方面 | 790x250x650mm |
| 重量 | 32公斤 |
| 港口 | 上海/宁波 |
| 支付方式 | L/C, D/A, D/P, Western Union, MoneyGram, T/T, Paypal |
| 下载 |
-
PROMIG-250SYN DPulse
用于铝焊接的TOPWELL双脉冲mig磁极电焊机Promig-250syn脉冲
-
应用:
金属加工
维护和修理
汽车车身
轻工车间 -
流程:
MS / AL的脉冲处理
MS / AL的双脉冲处理
米格/ MAG
助焊剂芯
MMA(棒) -
输入功率:
1PH〜230V±15%/ 3PH〜400V±15%
安培范围:10-250A
40℃(104℉)时的额定输出:
250A /26.5V/60%占空比
重量:32KG


高级功能
·具有多进程能力-多工艺能力-焊接药芯焊丝,焊条,TIG,脉冲MIG和先进的工艺,例如双脉冲MIG *。
·脉冲MIG工艺-焊接低碳钢,4XXX和5XXX系列铝,可实现优质焊接。
·双脉冲MIG工艺-当焊接低碳钢和铝时,具有固定角钱的外观。
·协同控制-通过一个控件设置焊接程序。
·专业的四辊驱动系统-允许恒定的送丝速度和一致的焊缝。脉冲MIG
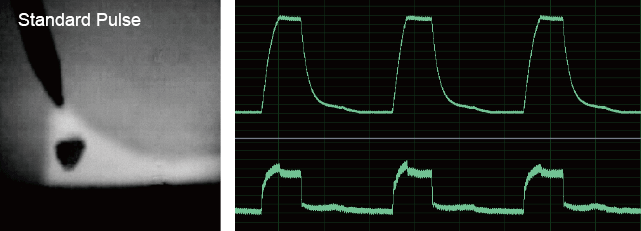
·脉冲MIG工艺的工作原理是每个脉冲在电极末端形成一个熔融金属小滴。然后,仅添加适量的电流以将一个液滴推过电弧并进入熔池。这些液滴的转移通过电弧发生,每个脉冲一个液滴。
·它最大程度地减少了薄材料的翘曲和烧穿,不仅对于铝,而且对于低碳钢。此外,它还提供了超低飞溅,这对于低碳钢焊接而言非常出色。
双脉冲
与传统的DoublePulse相比,高速Double Pulse工艺可将焊接速度提高约25%。焊接质量可与TIG工艺媲美。
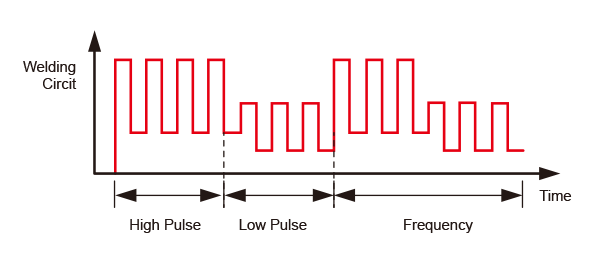
无需摆动,您可以轻松获得美观的焊缝,并且将更少的控制器热量输入到工件上。这样可以减少变形并减少返工,非常适合焊接薄铝板或SS板。
通过高速双脉冲工艺,电弧的热量输入是交替的,有效地减少了母材的热量输入。它减少了诸如裂纹之类的焊接缺陷的发生。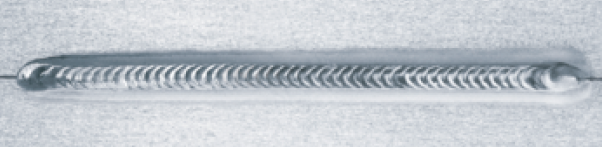
操作简单
实现焊接完美的3个步骤
1.选择操作模式
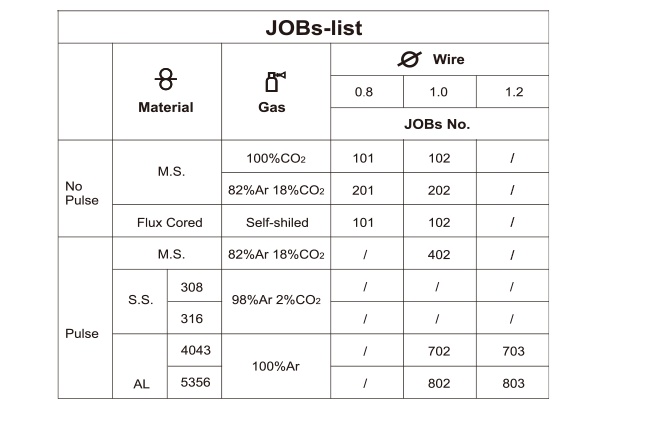
2.选择作业列表编号。
3.调整焊接电流
(始终通过协同功能实现完美设置
使用材料的厚度)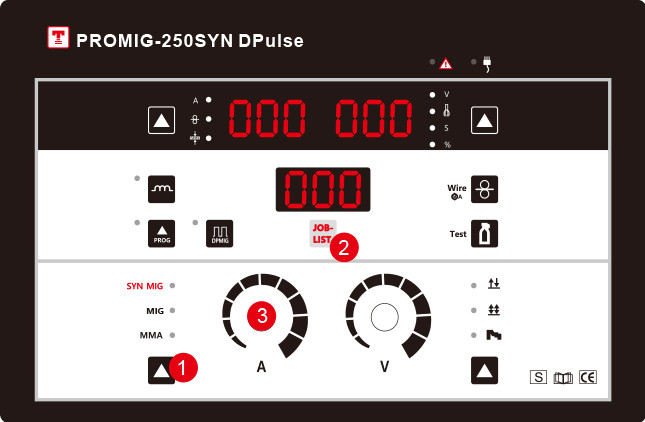
与工作清单的协同控制
通过其图形用户界面可以轻松直观地控制作业列表显示。我们在每个作业编号中都组装了完美的焊接曲线。用于碳钢,不锈钢和铝合金的高效多工序焊接。操作比以往任何时候都容易。
改进的操作过程和控制
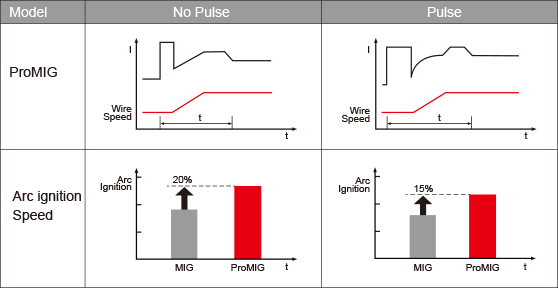
初始电弧控制
我们通过焊接波形来控制电弧能量,从而可以提高电弧点火的成功率并快速建立熔池。
烧回控制
在关闭电弧和送丝之间的可调时间延迟,以防止导线粘在水坑上。
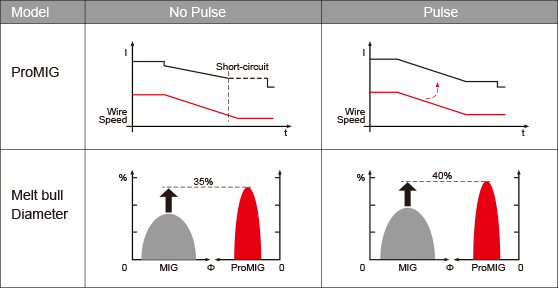
烧回控制
在关闭电弧和送丝之间的可调时间延迟,以防止导线粘在水坑上。
初始电弧控制
我们通过焊接波形来控制电弧能量,从而可以提高电弧点火的成功率并快速建立熔池。
-
-
编号 PROMIG-250SYN DPulse 额定输入电压 3相〜400V±15% 最大限度。负载功率 11.72千伏安 额定占空比(40℃)60% MIG:250A / 26.5V MMA:250A / 30V TIG:250A / 20V 100% MIG:200A / 24V MMA:MMA:200A / 28V TIG:氩弧焊:200A / 18V 焊接电流/电压范围 MIG:10A / 14.5V〜300A / 29V MMA:10A / 20.8V〜250A / 30V 氩弧焊:5A / 10.2V〜250A / 20V 开路电压 70V〜80V 功率因数 0.8 效率 80% 气体前时间 预设值 流量时间 预设值 送丝机构 4个滚筒 送丝速度范围 0〜25 m /分钟 线盘容量 300公厘(15公斤) Fe的填充焊丝(毫米): 0.8〜1.2毫米 对于不锈钢: 0.8〜1.2毫米 对于铝: 0.8〜1.2毫米 方面 790X250X650mm 重量 32公斤 - 对于标准配件
MIG割炬:MIG-24

带有电缆2M的电极支架
接地夹,带电缆2M对于可选配件
BINZEL MB EVO专业版24

氩气常规
或带有加热器的普通2气
推挽式滑车:
QTLB-24KD / 36KD
氩弧焊枪:TIG-26
-
-
问:您是工厂还是贸易公司?
答:我们是一家拥有10多年制造经验的工厂,我们提供完善的OEM和售后服务。
问:如何付款?
答:我们接受电汇,西联汇款,阿里巴巴贸易保证金。对于少于1000美元的订单,我们接受PayPal付款。
问:您的保修怎么样?
答:我们提供3年的产品寿命保证,并从提货单开始对所有购买的产品提供1年的慷慨保修。
问:您有CE证书吗?
答:对于每种型号的机器,都有CE证书。
问:如何获得报价?
答:我们通常会在收到您的询问后24小时内报价。如果您急于要价,请发送有关交易管理的信息或直接致电我们




