PROTIG-200Di / 250Di






| 分享 | |
|---|---|
| 产品目录 | 所有产品 |
| English details | PROTIG-200Di/250Di |
| 品牌 | TOPWELL |
| 产品规格 | 紧凑型不锈钢焊接机DC设备 |
| 额定输入电压 | 1PH~230V±15% |
| 额定输出 | 200A / 18V |
| 最大开路电压 | 5.62千伏安 |
| 效率刍议 | 80% |
| 保证 | 1年保修 |
| 外形尺寸 | 410x190x305mm |
| 重量 | 15KG |
| 单价 | ¥ 2 / 个 |
| 下载 |
/特点
快速规格
- 应用:
- 安装和设置
- 维修和保养
- 薄板金加工车间
- 化学和加工业
- 流程:
- 直流TIG(GTAW)
- 棒(SMAW)
- 输入功率: 200Di:230V,单相
- 250Di:230V,单相
- 安培范围: 200Di:3-200A
- 250Di:3-250A
- 额定输出温度为40℃(104℉):
- 200Di:200A,18V @ 60%占空比
- 250Di:250A,20V @ 60%占空比
- 重量: 15kg
控制面板的一般视图
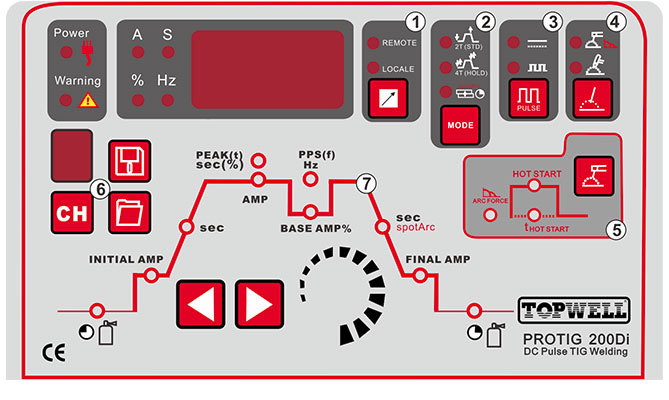
1.Remote:用于脚踏板或遥控手电筒。
当地:调整过的电流面板
2.2T / 4T保持模式或
点焊模式选择。
3.脉冲ON / OFF选择。4.Process selsction。
5.ARC FORCE / HOT START
6.Memory容量为10组参数。
7.功能序列控制面板一般视图(续)
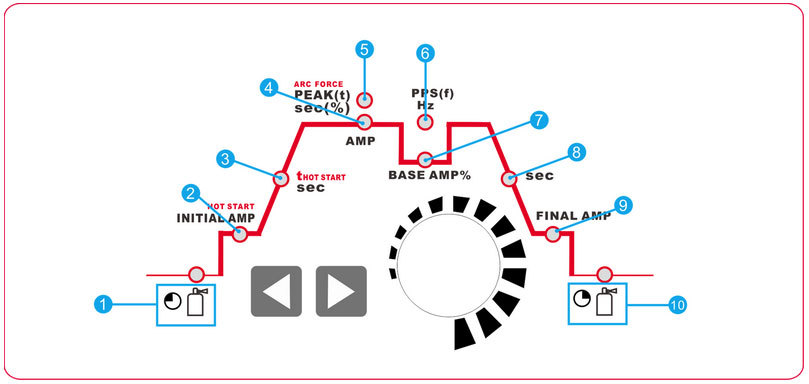
1.气体预流时间(TIG)
绝对设定范围0.1s至5.0s(0.1s增量)。
2.点火电流(TIG)
主电流的百分比。
设定范围1%至100%(1%增量)。3.上坡时间(TIG)
设定范围:0.00s至20.0s(0.1s增量)。
上坡时间可以单独设定
用于非锁定和锁定。4.主电流(TIG)/脉冲钳位
我达到最大值(增量为1 A)
主要口径(MMA)
我最小到I max(增量为1 A)5.脉冲时间
脉冲时间设定范围:0.01s至9.99s(0.01s增量)
TIG脉冲
脉冲时间适用于
脉冲的主要切割相位(AMP)。6.脉冲休息时间
脉冲中断设定范围:0.01s至9.99s
(0.01s增量)。TIG脉冲
脉冲中断时间适用于次级
当前阶段(AMP%)。7.二次电流(TIG)/脉冲暂停电流
设定范围1%至100%(1%增量)。
主电流的百分比。8.下降时间(TIG)
0.00s至20.0s(0.1s增量)。
下坡时间可以单独设定
用于非锁定和锁定。9.端面电流(TIG)
设定范围1%至100%(1%增量)。
主电流的百分比。10.气体后流时间(TIG)
设定范围:0.1s至20.0s(0.1s增量)。
DC TIG-Pulse
高速DC TIG脉冲控制
•PPS每秒脉冲数(Hz): DC = 0.1 - 5,000 PPS
•%ON - %峰值时间: 5 - 95%(控制PEAK电流强度下每个脉冲周期的时间。)
•背景放大器: 5 - 99%(将低脉冲安培数值设置为峰值放大器的百分比。)传统脉冲TIG
高速脉冲TIG
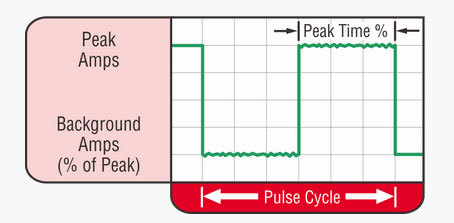
通常为1至10 PPS。提供暖气和
冷却效果在焊接熔池上可以减少
通过降低平均安培数来扭曲。这个
加热和冷却效果也会产生模糊效果
焊缝中的波纹图案。这段关系
在脉冲频率和行进速度之间确定
涟漪之间的距离。慢脉冲可以
也可与添加填充金属配合使用
可以增加焊接熔池的整体控制。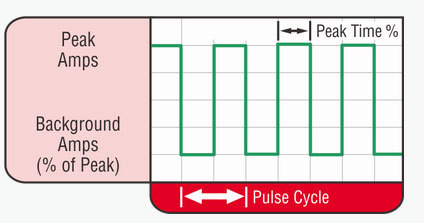
超过40 PPS,脉冲TIG变得更多
听得见,而不是可见的 - 增加了水坑
搅拌以获得更好的焊接微观结构。以高速脉冲焊接电流 - 介于两者之间
高峰值和低背景电流强度 -
也可以收缩和聚焦弧。这导致了
最大电弧稳定性,增加穿透力和
提高行驶速度(通用范围:100-500PPS)。高速锐化效果
脉冲扩展到新的尺寸。能力,技能
脉冲为5,000 PPS进一步提高了电弧稳定性
和浓度潜力 - 这是必需的。Arcforce校正(焊接特性)
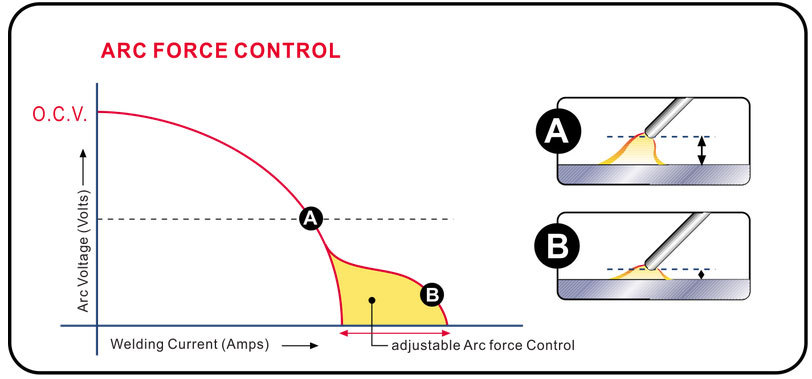
在焊接过程中,arcforce可防止电极在电池中粘附并增加电流。
这使得以低电流强度焊接大液滴熔化电极类型更容易,特别是短弧。/规格
技术规格
编号 PROTIG-200Di PROTIG-250Di 额定输入电压 1PH~230V±15% 1PH~230V±15% 最大。负载功率容量 TIG:5.62KVA TIG:7.81KVA MMA:6.60KVA MMA:5.63KVA 额定占空比(40℃) 60% TIG:200A / 18V TIG:250A / 20V MMA:160A / 26.4V MMA:200A / 18V 100% TIG:160A / 16.4V TIG:200A / 18V MMA:130A / 25.2V MMA:160A / 26.4V 焊接电流/电压范围 TIG:3A / 10.1V~200A / 18V TIG:3A / 10.1V~250A / 20V MMA:20A / 20.8V~160A / 26.4V MMA:20A / 20.8V~200A / 28V 开路电压 70V〜80V 70V〜80V 功率因数 0.8 0.8 效率 80% 80% TIG 脉冲频率 在0.2Hz〜200Hz范围 在0.2Hz〜200Hz范围 脉冲宽度(比率) 1〜100% 1〜100% 起弧电流 5A〜200A 5A〜250A 火山口填充电流 5A〜200A 5A〜250A 当前上坡时间 0.1S〜15S 0.1S〜15S 目前的下坡时间 0.1S〜15S 0.1S〜15S 预燃气时间 0.1S〜15S 0.1S〜15S 流动时间 0.1S〜15S 0.1S〜15S 现货弧时间 0.1S〜10S 0.1S〜10S MMA 弧力 10A〜160A 10A〜200A 热启动时间 0.1〜3S 0.1〜3S 热启动电流 10A〜160A 10A〜200A 尺寸(LxWxH) 410X190X305mm 410X190X305mm 重量(KG) 15 KG 15 KG /配件
适用于标准配件适用于可选配件视频
它是一款轻巧紧凑的直流氩弧焊机,
包括与我们的Protig-250Di相同的250amps电源。
/文件












