专业铝合金4 in 1ac / dc / mix TIG + MMA arc STC-205AC / DC





| 分享 | |
|---|---|
| 产品目录 | 所有产品 |
| English details | professional aluminum 4 in 1ac/dc/ mix TIG+MMA arc STC-205AC/DC |
| 品牌 | TOPWELL |
| 产品规格 | STC-205AC / DC |
| 额定输入电压 | 1PH~110V / 230V±15% |
| 额定输出 | 200A / 18V |
| 最大开路电压 | 5.63KVA |
| 效率刍议 | 80% |
| 保证 | 1年保修 |
| 外形尺寸 | 410x190x305mm |
| 重量 | 25.7KG |
| 单价 | ¥ 2 / 个 |
| 下载 |
/特点
快速规格
- 应用:
- 金属加工车间
- 造船厂和海上工业
- 化学和加工业
- 机械化焊接
- 车身维修和保养
- 流程:
- 直流TIG(GTAW)
- AC TIG(GTAW)
- 等离子切割
- 棒(SMAW)
- 输入功率: 230V或115 / 230V,单相
- 安培范围: TIG:5A-205A;
- PAC:20A-50A; MMA:10A-160A;
- 额定输出温度为40℃(104℉):
- TIG:200A,18V @ 60%占空比
- PAC:50V,100V @ 60%占空比
- MMA:160A,26.4V @ 60%Duty Cyc
- 重量: 25.7Kg
控制面板的一般视图
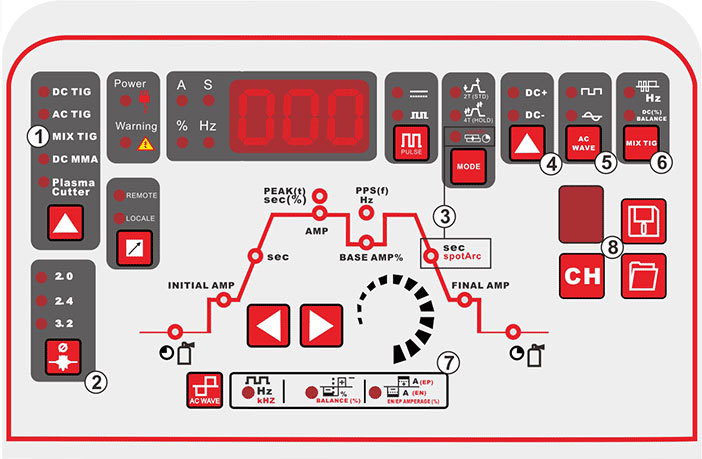
1.焊接工艺
在与EN / EP输出混合的循环时间内
(AC TIG)和EN输出(DC TIG)。
2.Electrode Dia。选择
3.点焊方式
4.DC + / DC-
转换器输出起弧
AC TIG过程5.AC波型
6.MIX TIG平衡和混合TIG频率
高级方波
三角波
7.AC波浪控制系统:
交流频率控制
交流平衡控制
独立的交流电流控制控制面板一般视图(续)
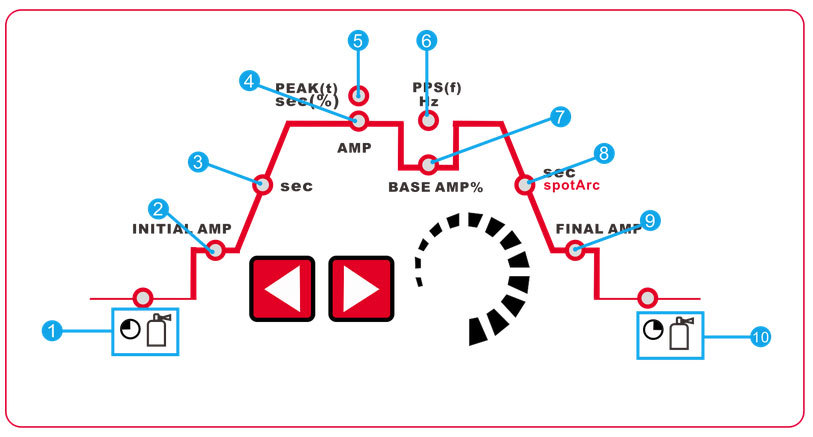
1.气体预流时间(TIG)
绝对设定范围0.1s至5.0s(0.1s增量)。
2.点火电流(TIG)
主电流的百分比。
4T(HOLD)
设定范围1%至100%(1%增量)。
3.上坡时间(TIG)
设定范围:0.00s至20.0s(0.1s增量)。
上坡时间可以单独设定
用于非锁定和锁定。
4.主电流(TIG)/脉冲钳位
我达到最大值(增量为1 A)
主要口径(MMA)
我最小到I max(增量为1 A)
5.脉冲时间
脉冲时间设定范围:0.01s至9.99s(0.01s增量)
TIG脉冲
脉冲时间适用于
脉冲的主要切割相位(AMP)。
TIG AC Special
脉冲时间适用于AC特殊的AC相。6.脉冲休息时间
脉冲中断设定范围:0.01s至9.99s
(0.01s增量)。
TIG脉冲
脉冲中断时间适用于次级
当前阶段(AMP%)。
TIG AC Special
脉冲时间适用于AC特殊的AC相。
7.二次电流(TIG)/脉冲暂停电流
设定范围1%至100%(1%增量)。
主电流的百分比。
8.下降时间(TIG)
0.00s至20.0s(0.1s增量)。
下坡时间可以单独设定
用于非锁定和锁定。
9.端面电流(TIG)
设定范围1%至100%(1%增量)。
主电流的百分比。
10.气体后流时间(TIG)
设定范围:0.1s至20.0s(0.1s增量)。MIX TIG控制
MIX TIG的特点:
交流电流可以获得非常好的间隙,并且
直流电流可以获得更深的穿透力。使用
MIX TIG我们可以获得出色的弧度,
可以进行出色的焊接性能
从薄到厚板。
1)焊缝外观美观,穿透力强。
2)Excellet弧形浓度..
3)大幅减少电极消耗。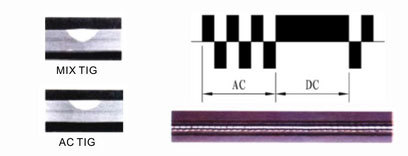
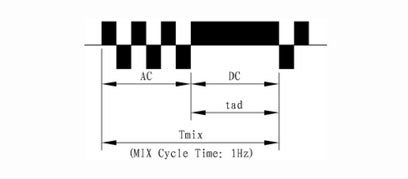
MIX TIG频率(Hz):
MIX的循环时间
TIG在1秒内完成。可调范围:0.1-10Hz。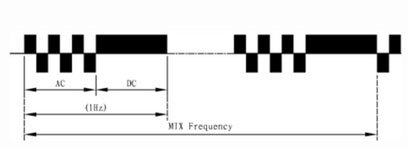
MIX TIG Balance(DC)%:
DC Balance(%)=(tad / Tmix)x 100
MIX TIG频率(Hz):

交流频率控制控制
控制宽度的宽度
弧锥。增加交流频率
提供更集中的弧
增加方向控制。注意:降低交流频率
柔化弧线并扩大弧度
焊接熔池用于更宽的焊缝。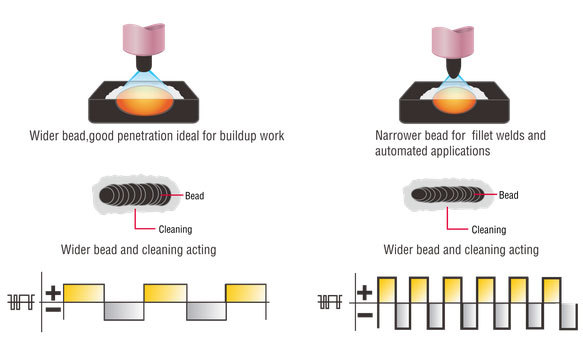

交流平衡控制
控制电弧清洁动作。
调整AC波的%EN
控制蚀刻的宽度
焊缝周围的区域。注意:设置AC Balance控制
用于充分的电弧清洁动作
在焊缝的两侧和前面
水坑。 AC平衡应该没问题
根据重量或重量来调整
厚的氧化物是。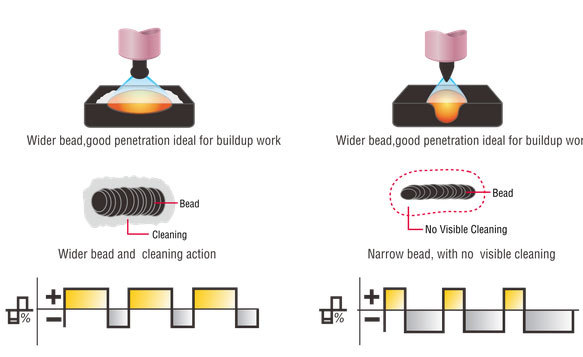

独立的交流电流控制
允许EN和EP安培数
值独立存在。
调整EN与EP的比率
安培精确控制热量
EN安培数控制水平
渗透,而EP电流强度
显着影响电弧清洁
行动以及AC平衡
控制。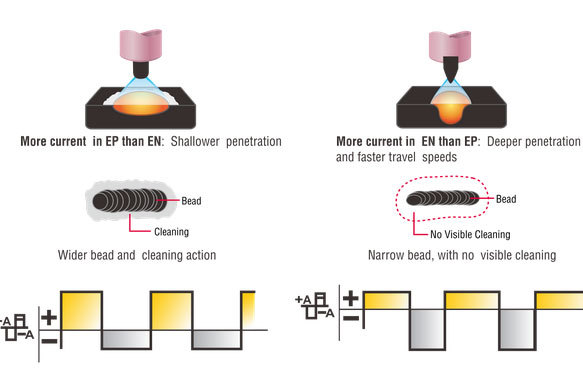
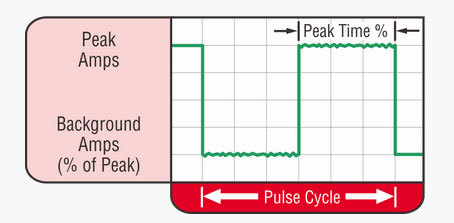
DC TIG-Pulse
高速DC TIG脉冲控制
•PPS每秒脉冲数(Hz): DC = 0.1 - 5,000 PPS
•%ON - %峰值时间: 5 - 95%(控制PEAK电流强度下每个脉冲周期的时间。)
•背景放大器: 5 - 99%(将低脉冲安培数值设置为峰值放大器的百分比。)传统脉冲TIG
高速脉冲TIG
通常为1至10 PPS。提供暖气和
冷却效果在焊接熔池上可以减少
通过降低平均安培数来扭曲。这个
加热和冷却效果也会产生模糊效果
焊缝中的波纹图案。这段关系
在脉冲频率和行进速度之间确定
涟漪之间的距离。慢脉冲可以
也可与添加填充金属配合使用
可以增加焊接熔池的整体控制。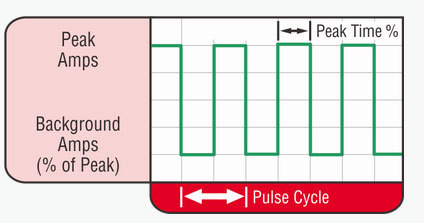
超过40 PPS,脉冲TIG变得更多
听得见,而不是可见的 - 增加了水坑
搅拌以获得更好的焊接微观结构。以高速脉冲焊接电流 - 介于两者之间
高峰值和低背景电流强度 -
也可以收缩和聚焦弧。这导致了
最大电弧稳定性,增加穿透力和
提高行驶速度(通用范围:100-500PPS)。高速锐化效果
脉冲扩展到新的尺寸。能力,技能
脉冲为5,000 PPS进一步提高了电弧稳定性
和浓度潜力 - 这是必需的。削减性能

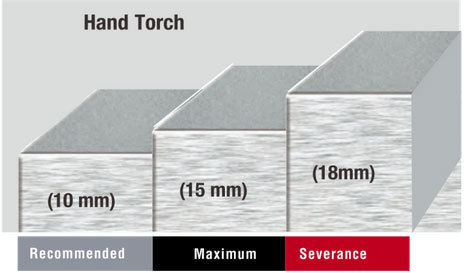
小包装中的大切割能力 -
业界最便携,最强大
40安培等离子切割机提供10毫米。
低碳钢切割。该单位提供简单
连接到115V或230V输入
自动线技术和MVP适配器。额定切割@ 最大削减@ Sever Cut @ 0.50米/分钟 0.25米/分钟 0.12米/分钟 /规格
技术规格
编号 STC-205AC / DC 额定输入电压 1PH~110V / 230V±15% 最大。负载功率容量 TIG:5.63KVA MMA:6.60KVA PAC:8.20KVA 额定工作周期(40℃)60% TIG:200A / 18V MMA:160A / 26.4V PAC:50A / 105V 100% TIG:160A / 16.4V MMA:130A / 25.2V PAC:40A / 100V 焊接电流/电压范围 TIG:5A / 10.2V~200A / 18V MMA:10A / 20.4V~160A / 26.4V PAC:20A / 90A~50A / 105V 开路电压 MMA:70V〜80V PAC:260V〜290V 功率因数 0.8 效率 80% TIG 脉冲 峰值电流 5A〜200A 基电流 5A〜200A 脉冲频率 在0.2Hz〜200Hz范围 脉冲宽度(比率) 1〜100% AC TIG 交流频率范围 为20Hz〜250Hz的 AC清洁宽度(AC平衡) + 40〜-40 AC清洁率(AC偏差)% + 30〜-50 MIX TIG 混合频率: 为0.1Hz〜5HZ 直流平衡:(%) 20-80 起弧电流 5A〜200A 火山口填充电流 5A〜200A 当前上坡时间 0.1S〜15S 目前的下坡时间 0.1S〜15S 预燃气时间 0.1S〜15S 流动时间 0.1S〜15S 现货弧时间 0.1S〜10S MMA 弧力 10A〜160A 热启动时间 10A〜160A 热启动电流 0.1〜3S PAC 所需空气压力 0.3〜0.5MPa的 气体流动/延迟时间 1S〜15S 优质切割厚度(500mm / min) 12毫米 切断厚度(125mm / min) 22毫米 尺寸(LxWxH) 410x190x305mm 重量(KG) 25.7 KG /配件
适用于标准配件适用于可选配件/资源
/文件














