3合1多工艺焊机mig / mag / tig / mma(MT-250i)






| 分享 | |
|---|---|
| 产品目录 | 所有产品 |
| English details | 3 in1 multi-process welding machine mig/mag/tig/mma (MT-250i) |
| 品牌 | TOPWELL |
| 产品规格 | MT-250I / 300I |
| 额定输入电压 | 1PH~230V±15% |
| MAX.Load功率容量 | 10.35KVA |
| 额定输出 | 250A / 20V |
| 最大开路电压 | 55V |
| 效率刍议 | 80% |
| 送丝机构 | 4个滚轮 |
| 送丝速度 | 0〜25米/分钟 |
| 保证 | 1年保修 |
| 外形尺寸 | 770x250x650mm(长宽高) |
| 重量 | 32公斤 |
| 单价 | ¥ 2 / 个 |
| 下载 |
详细信息
/特点
快速规格
- 应用:
- 金属加工
- 维护和修理
- 汽车车身
- 轻工业
- 流程:
- MIG,
- 药芯焊丝,
- MMA(棒),
- TIG
- 输入功率: 250i:230V,单相
- 300i:400V,3相
- 安培范围: 250i:30-250A
- 300i:30-300A
- 额定输出温度为40℃(104℉):
- 250i:250A,26.5V @ 60%占空比
- 300i:300A,29V @ 60%占空比
- 重量:32公斤
控制面板的一般视图
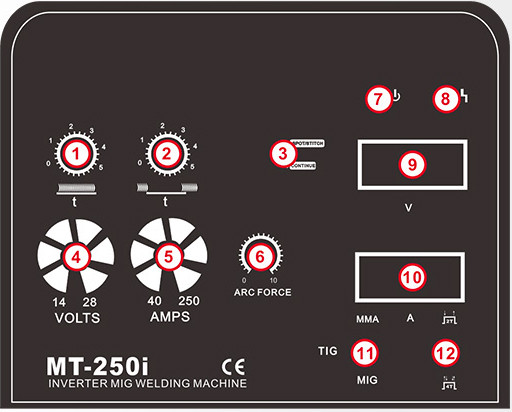
1.Spot /Stick焊接时间1:
关于焊接时间调整旋钮。
2.Spot/Stick焊接TIME 2:
关闭焊接时间调节旋钮。
3.Spot/stick焊接模式选择旋钮。
4.焊接电压调节器。
5.焊接电流调节器。
6.Arc Force调节器。
7.电源/工作指示灯。
8.Arc Force调节器。
9.过载/过热保护
或损坏指示灯。
10.Volmeter。
11.MMA/MIG焊接模式选择。
12.2T / 4T选择。短路金属转移
短路金属传输模式是低热输入
GMAW的金属转移模式,具有更高的电极
效率,93%或更高。低热量输入减少
焊件变形,使其成为金属板材的理想选择
厚度材料。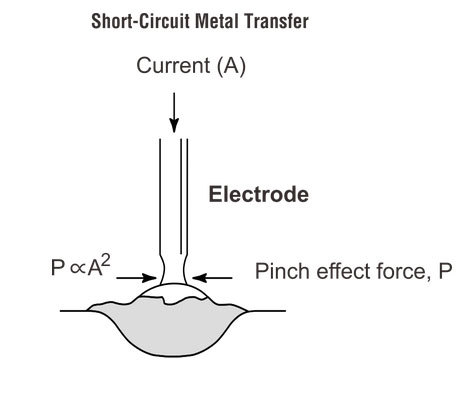
提升TIG模式
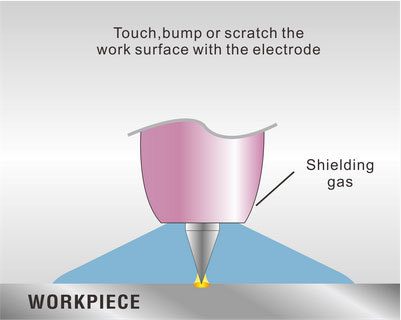
提升TIG模式提供TIG电弧启动,无需
使用高频率。触摸,碰撞或划伤
工作面用电极启动电弧。
它在氩弧焊中也有很好的效果。点/针迹模式

您可以轻松使用点和循环定时器
控制焊接时间和针脚长度
继续点焊工作。
Spot / Stitch模式提供快速有效的方法
用于点焊温和,镀锌或不锈钢的装置
材料。对车身维修非常有用。多功能AMP连接器
10针多用途AMP连接器扩展了使用范围
范围和使用推拉式割炬或线轴很容易
枪和适合各种填充电线。四辊驱动系统
带有强力进给电机的4辊送丝机。
四辊驱动系统将电极输送到焊接
它提供稳定的线速,在工业应用中很受欢迎。/规格
技术规格
编号 MT-250I MT-300I 额定输入电压 1PH~230V±15% 3PH~400V±15% 最大。负载功率容量 10.35KVA 12.04KVA 额定工作周期(40℃)60% TIG:250A / 20V TIG:300A / 22V MIG:250A / 26.5V MIG:分离送丝机:300A / 29V 内部送丝机:250A / 26.5V MMA:250A / 28V MMA:250A / 28V 100% TIG:200A / 18V TIG:250A / 20V MIG:200A / 24V MIG: 200A / 24V MMA: 200A / 28V MMA:200A / 28V 焊接电流/电压范围 TIG:30A / 11.2V〜250A / 20V TIG:30A / 11.2V〜300A / 22V MIG:30A / 15.5V~250A / 26.5V MIG:30A / 15.5V~300A / 29V MMA:30A / 21.2V〜250A / 28V MMA:30A / 21.2V〜250A / 28V 开路电压 55V 55V 功率因数 0.8 0.85 效率 80% 85% 预燃气时间 预置 预置 流动时间 预置 预置 送丝机构 4个滚轮 4个滚轮 送丝速度范围 0〜25米/分钟 0〜25米/分钟 线管容量 300毫米(15千克) 300毫米(15千克) 填充线Ø(mm)Fe,Ss: 0.6~1.0毫米 0.6~1.6毫米 Flux Cored: 0.9~1.2毫米 0.8~1.6毫米 铝: 0.9~1.2毫米 1.0~1.6毫米 尺寸(LxWxH) 770X250X650mm 770X250X650mm 重量(KG) 32 KG 32 KG /配件
适用于标准配件适用于可选配件/资源
/文件









