用于钢材切割的等离子切割机CUT-70H非HF





| 分享 | |
|---|---|
| 产品目录 | 所有产品 |
| English details | Plasma cutter for steel cutting CUT-70H Non HF |
| 品牌 | TOPWELL |
| 产品规格 | CUT-70H |
| 额定输入电压 | 3PH~400V±15% |
| 额定输出 | 70A / 115V |
| 开路电压 | 260V〜290V |
| 效率刍议 | 85% |
| 保证 | 1年保修 |
| 外形尺寸 | 540X240X480mm |
| 重量 | 19KG |
| 单价 | ¥ 2 / 个 |
| 下载 |
详细信息
/特点
快速规格
- 应用:
- 家庭作坊
- 金属车间
- 轻型制造
- 维修和保养
- 对于这些材料:
- 软钢
- 黄铜
- 铜
- 铝
- 工艺:等离子切割
- 输入功率: 400V,3相
- 安培范围:
- 额定输出温度为40℃(104℉):
- 70A,115V @ 60%占空比
- 重量: 19 KG
控制面板的一般视图
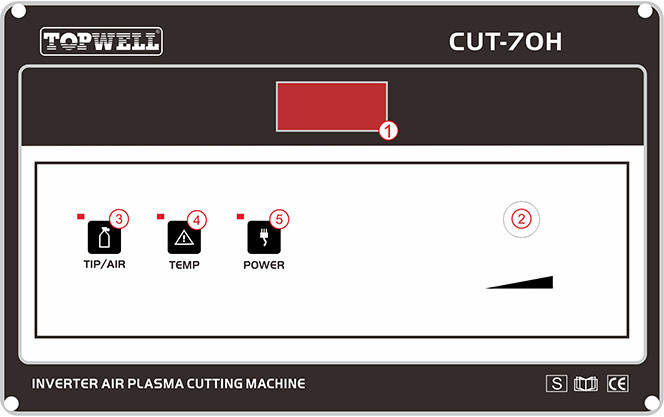
控制面板参数值
1.Ammeter / Voltmeter显示
2.编码器控制
3.供气问题
4.过热/过载
5.电源LED钢材切割能力(厚度比例)
额定切割能力基于行程约125mm / min,以实现稳定,精确的切割。
这是应达到或超过典型切削厚度要求的关键等级。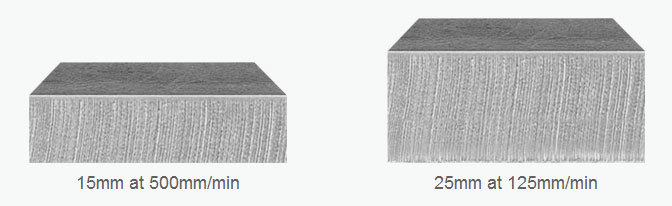
非HF电弧点火系统
带有引导弧的火炬没有高频切入。

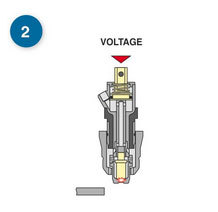
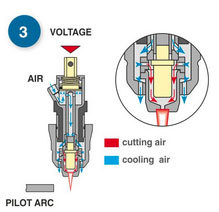
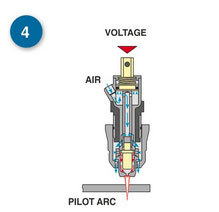
火炬。
通过按下触发器
火炬将被喂食
因此导致电流
暂时短路
在电极和尖端之间。空气然后推动了
小活塞,从而创造,
电极和电极之间
小费,距离需要
- 打击引导弧。通过定位割炬
要切割的部分,
theplasma arc将会罢工。
减少电磁干扰,因此没有任何电子,广播,电视,电话的问题
和切割位置附近的计算机系统。
由于没有高压,割炬和相应连接电缆上的电应力较小
打击弧线所需的功能与市场上其他火炬(无高频率)相比,更加简单
从而降低了机械气动运动中卡住电弧的风险。
受磨损(电极,尖端,喷嘴,扩散器等),由于通过还原获得的火炬更好的冷却
绝缘厚度(不危及安全参数)。/规格
技术规格
编号 CUT-70H 额定输入电压 3PH~400V±15% 最大。负载功率容量 11.14KVA 额定工作周期(40oC)60% 70A / 115V 100% 50A / 105V 焊接电流/电压范围 20A / 90V〜70A / 115V 开路电压 260V〜290V 功率因数 0.85 效率 85% 所需空气压力 0.3〜0.5MPa的 气体流动/延迟时间 1S〜10S 最大切割厚度 22 尺寸(LxWxH) 540X240X480mm 重量(KG) 19 KG /配件
适用于标准配件适用于可选配件/视频
3相380V专业级等离子金属切割机(3相400V±15%)。
/文件







