CO 2电弧焊不同的液滴转移形式
气体保护金属电弧焊(GMAW)工艺使用四种基本模式将金属从电极转移到工件。每种转移方式取决于焊接过程,焊接电源和消耗品,并且每种模式都有其独特的特性和应用。
有几个变量决定了您使用的转移类型,包括焊接电流的数量和类型,电极化学成分,电极表面,电极直径,保护气体以及接触尖端到工作距离。传输模式也会影响您选择使用的填充金属。
哪种模式适合您?明智地选择会极大地影响您的效率和生产力。
短路转移
这种转移模式通常需要较小直径的电极,例如0.023,0.030,0.035,0.040和0.045英寸。焊接电流必须足以熔化电极,但如果过量,则会导致电极剧烈分离。电极短路,导致飞溅过多。使用可调节的斜率和电感控制可以增强传输,从而最大限度地减少飞溅并促进更平坦的焊缝轮廓。斜率调整限制了短路安培数,而电感调整则控制了达到最大安培数所需的时间。适当调整这两个因素可以产生出色的珠子外观,对于使用不锈钢电极进行短路转移至关重要。
用于碳钢电极的短路传输模式的最常见的保护气体是75%氩气/ 25%CO 2。对于这种转移模式,还有许多三部分保护气体混合物可用于碳钢和不锈钢。
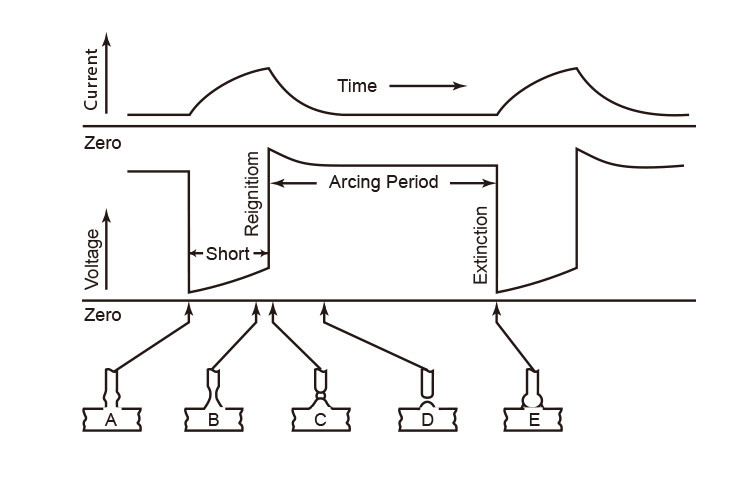
短路传输的示波图和草图
球状转移
球状转移意味着焊缝金属以大液滴的形式穿过电弧,通常大于所用电极的直径。这种转移方式通常仅用于碳钢,并使用100%的CO 2保护气体。该方法通常用于在平坦和水平位置进行焊接,因为液滴尺寸较大,并且与短路电弧转移相比,如果在垂直和顶部位置使用则更难以控制。这种模式产生的飞溅最多;但是,当使用较高电流的二氧化碳屏蔽和埋弧时,可以大大减少飞溅。必须小心使用埋弧,因为如果不控制行进速度,这会导致过度加固
喷雾转移模式
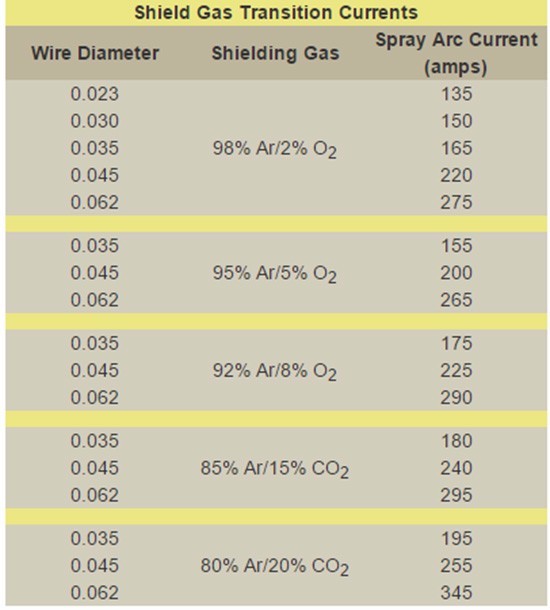
喷雾转移的名称是在电弧上喷射微小的熔融液滴,类似于当开口受到限制时从花园软管喷出的喷雾。喷涂转移通常小于电线的直径,并使用相对较高的电压和送丝速度或电流。与短路传输不同,一旦建立电弧,它就一直处于开启状态。该方法产生非常少的飞溅,并且最常用于平坦和水平位置的厚金属。
脉冲喷雾转移
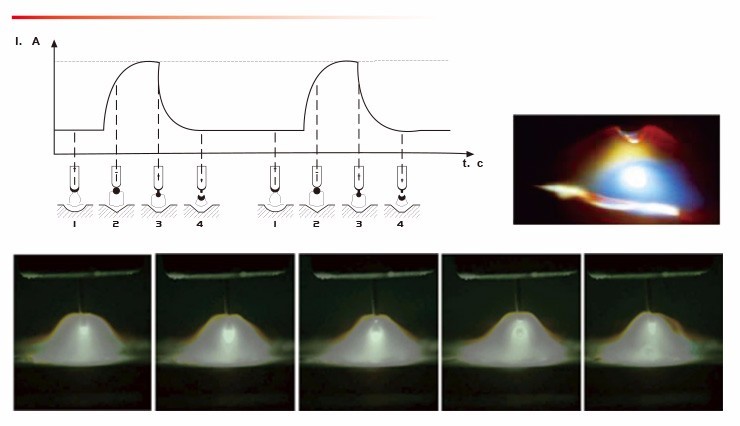
脉冲喷射传输模式,电源在高喷雾转移电流和低背景电流之间循环。这允许在背景循环期间对熔池进行过冷却,使其与真正的喷涂转移略有不同。理想地,在每个循环中,一个液滴从电极转移到焊池。由于低背景电流,这种转移模式可用于焊接厚部分上的位置,其能量高于短路转移,从而产生更高的平均电流和改善的侧壁熔合。此外,当不需要高行驶速度或由于设备或吞吐量限制而无法实现高速行驶时,它可用于降低热输入并减少变形。
通常,用于喷雾转移的相同保护气体也用于脉冲喷射模式