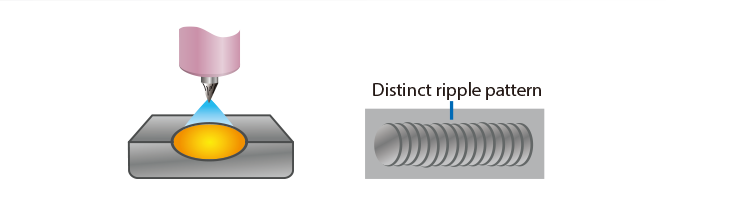
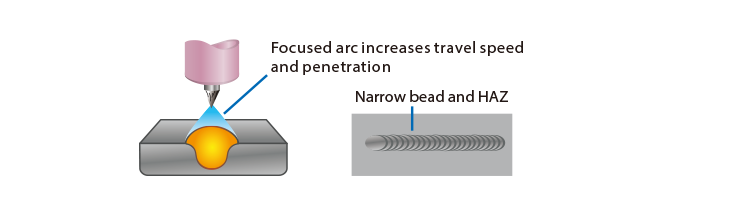
脉冲TIG控制2016/9/7脉冲TIG功能以设定的速率(PPS)将安培数从高(峰值)切换到低(背景)。脉冲可以通过降低平均电流强度,增加焊接熔池的控制,穿透和变形来减少热量输入。可以调整以下参数以获得所需结果: 低速脉冲 每秒1至10个脉冲(PPS)将在焊道中产生明显的波纹图案。可用于添加时间填料,减少变形并改善控制。 高速脉冲 每秒100个脉冲(PPS)和更高的速度有助于聚焦电弧或增加稳定性,穿透和行进速度。增加的熔池搅拌改善了焊接微观结构。 上一条 CO 2电弧焊不同的液滴转移形式下一条 AC wavehape选项和优点