MIG焊接技巧
MIG焊接技巧
请务必阅读并遵守用户手册中的安全预防措施和操作说明。
1.保持1/4至3/8英寸伸出(电极从接触管尖端延伸)。

2.对于薄金属,请使用较小直径的电线。对于较厚的金属,请使用较大的电线和较大的电机。请参阅机器建议的焊接能力。
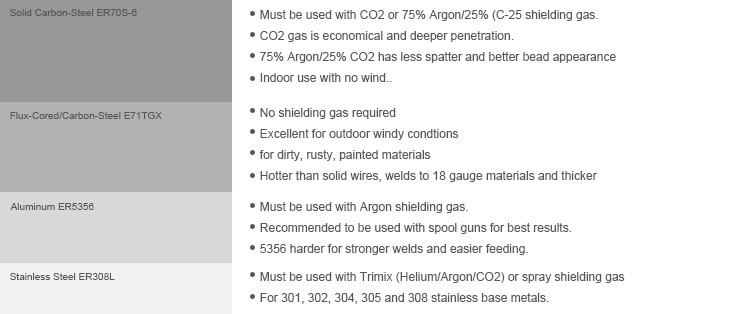
3.对焊接的母材使用正确的电线类型。不锈钢丝用于不锈钢,铝丝用于铝,钢丝用于钢。
4.使用适当的保护气体。二氧化碳有利于在钢上穿透焊缝,但对于薄金属可能过热。对于较薄的钢,使用75%氩气/ 25%CO2。仅使用氩气作为铝。您可以将三重混合物用于不锈钢(氦气+氩气+二氧化碳)。
5.对于钢材,有两种常见的电线类型。使用AWS分类ER70S-3进行各种用途的经济焊接。当需要更多的脱氧剂来焊接脏的或生锈的钢材时,请使用ER70S-6电线。 (参见图6.焊丝)。
7.焊接不在适当位置(垂直,水平或顶部焊接)时,保持焊接池小,以便最佳地控制焊缝,并使用最小的焊丝直径尺寸。
8.确保将接触管,喷枪衬套和驱动辊与您使用的导线尺寸相匹配。
9.偶尔清洁喷枪衬套和驱动辊,并保持喷枪清洁飞溅。如果堵塞或进给不良,请更换接触尖端。
10.焊接时尽量使喷枪保持笔直,以避免送丝不良。
11.焊接时用双手稳固喷枪。尽可能这样做。 (这也适用于棒和TIG焊接,以及等离子切割)。
12.保持送丝轮毂张力和驱动辊压力足够紧,以便送丝,但不要过度拧紧。
13.不焊接时,将电线放在干净,干燥的地方,以避免吸收导致焊接不良的污染物。
14.在电源上使用DCEP(反极性)。</ p>
15.拖拉枪技术会让你有更多的穿透力和更小的珠子。推枪技术可以让你的穿透力更小,而且珠子更宽。
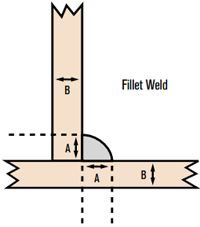
16.焊接圆角时,焊缝的腿应等于焊接零件的厚度
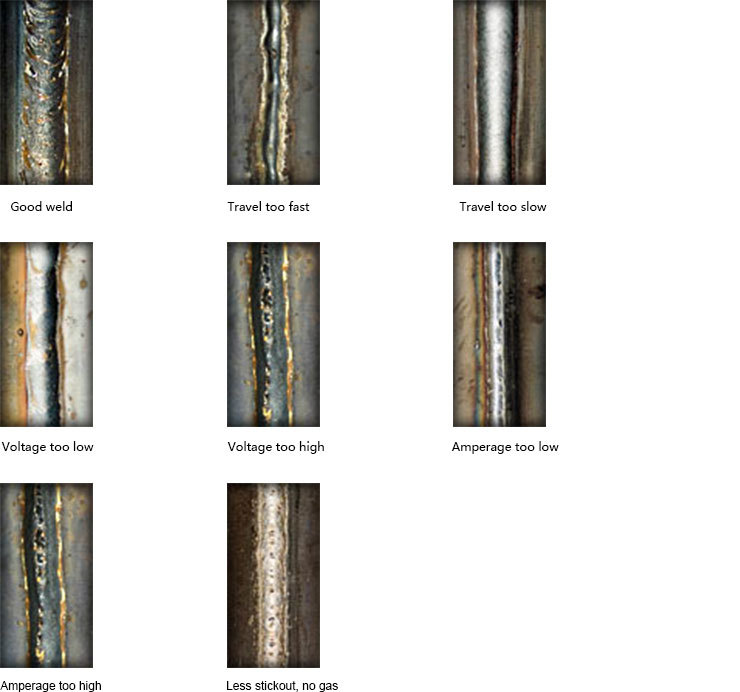
17.将焊缝与我们的照片进行比较,以确定适当的调整。