更好的格林结果的提示
请记住GTAW应用程序的这些提示,以帮助您节省返工时间和金钱,并帮助确保焊接质量。在准备和设置中采取一些额外步骤可以帮助您按时完成工作,避免在焊接过程中的故障排除或返工的成本和麻烦。

选择合适的设备和消耗品,并遵循设置和焊接准备中的一些关键最佳实践,可以帮助正确完成工作并避免GTAW中的常见问题。
如果不进行校正,气体保护钨极电弧焊(GTAW)可能会出现影响成品焊缝质量和强度的问题。了解如何提前解决这些问题可以减少故障排除的时间和成本,并最大限度地减少返工。
选择合适的设备和消耗品并遵循设置和焊接准备中的一些关键最佳实践,也可确保您正确完成工作。考虑这六个提示,以最大化您的成功,并帮助您成为一个更好的GTAW焊工。
1.了解材料
与大多数焊接工艺一样,您应该考虑的首要因素之一是焊接材料的类型及其特性。了解成品焊缝将遇到的使用条件也很重要。
这些因素会影响最适合应用的填充金属类型。例如,如果您需要在焊接后对材料进行阳极氧化处理,或者成品必须通过结构完整性要求,请选择能够提供特定机械和化学性质的填充金属以满足这些需求。当焊接铝和不锈钢等材料时,由于它们易于变形或破裂,这个因素更为关键。另外,一些材料可能需要预热或焊后热处理,这也会影响填充金属的选择。
在铝等材料上进行GTAW时,请务必确定要焊接的合金,以便选择合适的填充金属。填充金属制造商通常提供图表或其他工具,为当今生产的大多数合金提供交叉参考。此类图表还根据成品的预期用途提供有关填充金属的建议。
2.选择Right Tungsten
在GTAW工艺的中心是钨电极,一种非消耗金属元件,可将焊接电流传递到电弧。了解你的钨是关键。焊接材料的厚度和焊接电流强度是选择时要考虑的两个重要因素。
钨电极有多种直径,通常为0.020至5/32英寸,可提供7英寸的工业标准长度。也可提供定制长度,但成本更高。电极由纯钨或钨和其他稀土元素和氧化物的混合物组成。为了消除对各种类型的混淆,每个电极在尖端用颜色编码以表示其类型。
根据所焊接的材料,您可以选择纯钨 - 通常用于旧的变压器设计的机器上的铝的交流焊接 - 或者是铈,镧,稀土和钍。每个选项都具有适合某些应用和材料的特性。铈钨是一种很好的普通钨,可以与大多数产品一起使用,而钍和镧钨是焊接不锈钢和异国材料的理想选择。
钍钨具有很多优点,因为它具有很高的发射电子能力,可以使电弧从钨尖端脱落。但请注意,钍钨含有低水平的放射性,因此请务必遵循制造商的警告,说明和材料安全数据表(MSDS)。
3.保持清洁
在大多数焊接应用中,清洁度很重要,但对GTAW尤其重要。污染会导致诸如气孔等问题,并最终导致返工和材料浪费。当使用钛和铝等昂贵材料时,这些因素使清洁更加重要。
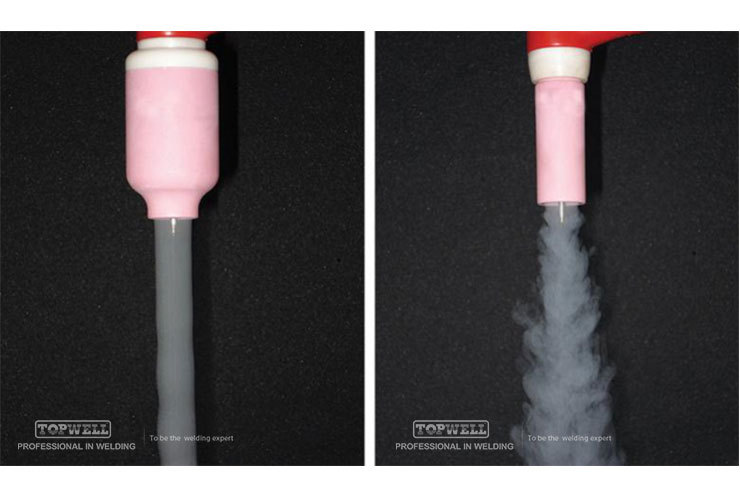
使用气体透镜(左)改变气体从喷嘴流出的方式,以改善保护气体覆盖范围和接头可接近性,是确保您获得最佳质量的一种方法。
焊接前应始终清洁油,油脂和污垢的基础材料,以免污染焊缝。使用干净,干燥的软布清洁和脱脂产品。如果您在钛上使用这些产品,请确保布料不起毛。使用丁腈手套处理钛,耐油和油脂。选择一种清洁剂时要小心,确保它不含任何氯,因为这可能会因焊接电弧产生的烟雾造成严重的健康问题。
适当处理填充金属也很重要。保持切割长度清洁干燥,并储存在密闭容器中。受控环境对于帮助防止这些填充金属的氧化很重要。适当储存基础材料是另一个关键考虑因素。例如,铝基材料件应该总是直立存放而不是彼此叠置以最小化氧化的风险。
避免交叉污染也很重要。来自前一块材料的研磨粉尘很容易污染焊缝。为每种材料使用指定的砂轮和刷子以防止出现此问题。此外,请注意,钛和镁的研磨粉尘可能易燃,并可能污染其他部件。注意在单独的区域内对这些材料进行研磨,远离明火。
4.夹紧以防止失真
在GTAW应用中正确夹紧基材是防止变形和其他问题的关键步骤。基材越薄,正确夹紧就越重要。在可能的情况下将工件夹在多个位置,以防止部件抬起,并使部件尽可能保持方形。某些部件可能比其他部件更难以夹紧。
第三只手可以帮助保持零件稳定焊接,因此请考虑使用一个来帮助稳定。第三只手可以有许多不同的形状和设计,但它通常是一个较重的部件,它位于或靠在一个部件上并将其固定在适当位置以便焊接。此外,构建支撑结构可以帮助您在焊接过程中保持稳定的手。在焊接过程中使用支撑件靠近或靠在肘部上可以帮助您保持稳定以实现一致的焊接。
这些准备工作看似耗时,并且在某些情况下可能需要比实际焊接更长的时间,但它们对于创建稳定的支撑以消除意外的零件和操作员移动至关重要。
5.尽可能测试焊接
为确保所有准备工作正确,您应尽可能在类似材料上进行测试焊接。片材越重要,钛材料越昂贵,进行测试焊接就越重要。花时间在这个过程中的这个步骤可以最大限度地减少以后出现的问题,这对于独一无二的零件或关键焊接尤其重要。使用类似材料进行测试焊接也有助于提高精度,让您了解材料如何响应焊接参数。
与夹紧类似,测试焊接是准备中的另一个步骤,可以在焊接过程的后期获得好处。
材料上的气体覆盖对焊缝有直接影响。使用气体透镜改变气体从喷嘴流出的方式,以改善保护气体的覆盖范围和连接可达性,是确保您获得最佳质量的一种方法。
4.夹紧以防止失真
GTAW割炬前端的消耗品包括气杯,夹头,夹头体和后盖。气体透镜取代了GTAW火炬标准的夹头体。标准夹头体通常具有四个孔以分配气体。相比之下,气体透镜具有精细的屏幕,气体流过该屏幕以使保护气体均匀地分布在钨周围并沿着焊接熔池和电弧,类似于水龙头上的曝气器如何改变水流。
气体透镜在焊池上提供更好的气体覆盖,这在焊接不锈钢,钛和INCONEL®等金属时非常重要。气体镜片在焊接钢和铝时也具有优势。当您遇到需要额外气体覆盖或更易接近复杂接头的应用时,气体透镜还可让您进一步延伸钨以到达焊缝。注意:使用气体镜头需要更大直径的杯子才能装上它。