Topwellwelders技巧:避免薄板上的焊缝变形
我们可以做些什么来防止零件在焊接后变形?
问:当我们用薄金属板或不锈钢焊接时,零件经常会翘曲。我们尝试在焊接之前将所有部件夹紧。当我们拆下夹子时,零件会翘曲。我们可以做些什么来防止零件在焊接后变形?
答:所有焊工都曾经历过一次或另一次焊接变形的问题。零件直线和方形开始,焊接后,成品零件翘曲。较薄的材料更容易受到影响,因为它具有较小的刚度。不锈钢也更容易受到影响,因为它比碳钢具有更大的热膨胀和更低的导热性。
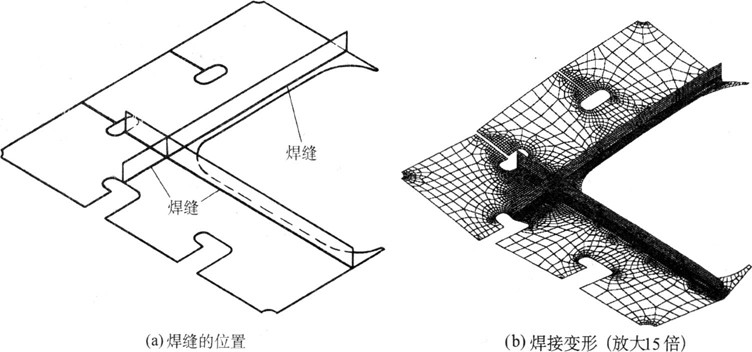
首先,让我们讨论为什么会发生失真。焊接金属在高于材料熔点的高温下沉积。对于钢,这大约是2,500°F(1,370°C)。当焊缝冷却至室温时,它会收缩,但受到相邻冷基金属的限制,导致高残余拉应力。焊缝现在像拉伸的橡皮筋,工件夹住两端。这就是当移除夹持工件的夹具时,基底金属移动或弹回的原因,使零件变形。
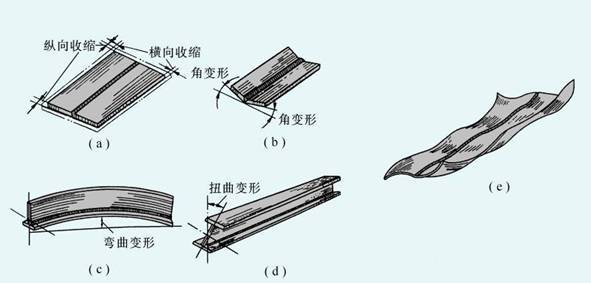
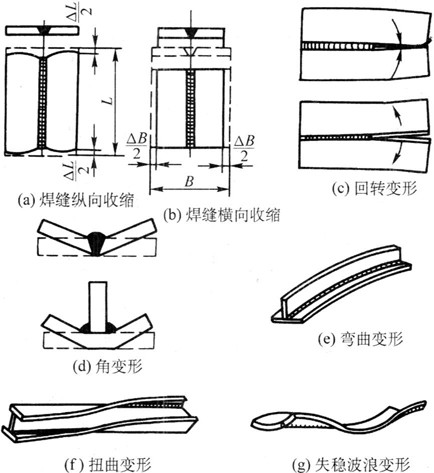
当焊缝在其宽度上收缩时,会导致沟槽焊接“翼展”或角焊缝闭合。当焊缝沿其长度收缩时,会导致贱金属在焊缝周围扭曲。
为尽量减少焊接变形,应解决设计和焊接问题。焊缝收缩不能防止,但可以控制。这些是最小化焊接变形的推荐步骤:
1.避免过度焊接 - 焊缝越大,收缩越大。正确选择焊缝尺寸不仅可以减少变形,还可以节省焊缝金属和时间。
2.间歇焊接 - 为尽量减少焊缝金属量,尽可能使用间歇焊缝代替连续焊接。
3.更少的焊接道次 - 与较少数量的小电极通道相比,较少的大通道导致较少的失真。每次焊接道次都会产生收缩。
4.在中性轴或零件中心附近设置焊缝 - 通过减少收缩力的杠杆作用来减少扭曲,从而将钢板拉出校准位置。
5.中性轴周围的平衡焊接 - 板的两侧焊接使一个收缩力与另一个收缩力抵消,以尽量减少变形。
6.使用后退焊接技术 - 在后退技术中,焊接的一般进展可以从左到右,但是每个珠子段从右到左沉积。当放置每个珠子段时,加热的边缘膨胀,这暂时将板在B处分开。当热量通过板移动到C时,沿着外边缘CD的膨胀使板返回到一起。这种分离最明显的是第一个珠子。对于连续的珠子,由于先前焊接的限制,板材膨胀越来越少。
7.预置零件 - 焊接前预置零件可以使收缩工作正常进行。可以从几个试焊缝确定所需的预设量。
8.交替焊接顺序 - 精心设计的焊接顺序包括将焊接金属放置在组件的不同位置,以便当结构在一个位置收缩时,它抵消已经焊接的收缩力。这种情况的一个例子是在中性轴的两侧交替焊接,使得在对接接头中形成完整的接头穿透槽焊接。
9.夹紧 - 夹具,夹具和固定装置将零件锁定到所需位置并保持它们直到完成焊接可能是控制小型组件或部件失真的最广泛使用的手段。在将焊接部件从夹具或夹具上移除之后存在一些移动或变形,与在焊接期间未使用约束时将发生的移动量相比,它将更低。
10.Peening - 对焊缝进行喷丸处理可以拉伸焊缝并减轻残余应力。但是,必须小心使用喷丸。例如,根珠不应该被喷丸,因为隐藏或引起裂缝的风险增加。此外,在最后一次通过时不允许喷丸,因为它可能会覆盖裂缝并干扰目视检查。在对工作进行喷丸处理之前,应该获得工程批准。
11.热应力消除 - 另一种消除收缩力的方法是热应力消除,即控制加热焊件到高温,然后控制冷却。