GMAW(MIG)铝焊接提示
可以使用Mig工艺在铝上焊接的材料厚度为14 Ga和更重。 (重量取决于所使用的焊机的输出能力。)对于MIG焊接比14 Ga(.074“)更薄的铝,可能需要专门的脉冲MIG或AC TIG焊接设备.-从铝中去除润滑剂基础材料可能是必要的。
最好用溶剂。有关他们的建议,请咨询当地的米勒焊接经销商。
脱脂后应进行氧化物去除。这应该用不锈钢丝刷完成。这可以用手动钢丝刷或杯形钢丝刷完成。如果使用电源线刷,请保持RPM'S和压力低,以减少材料表面的污染,这可能会在表面下捕获氧化物和杂质。始终使用仅在铝上使用的钢丝刷,以防止污染基材。
请联系您当地的焊接经销商或铝填充金属代表,以获取适合您应用的焊丝合金的建议。了解基础铝的合金以及成品部件将承受的条件。最容易获得的2条铝填充焊丝是ER4043和ER5356。
焊接技术
将线轴插入电源上的正极螺栓。
对于MIG焊接铝,您需要使用10至15度的推动行程角度(尖端和喷嘴指向行进方向)。 (见图1)
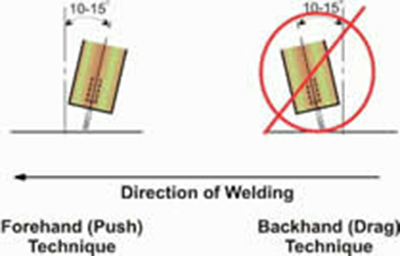
图1:枪械技术
由于缺乏气体覆盖,拉动或使用拖曳角将产生多孔的脏污焊缝。
喷涂转移是焊接铝的理想金属转移方式。喷雾转移是熔融金属液滴从电极末端到熔池的非常平稳的转移。穿过电弧的液滴直径小于电极。喷涂转印没有短路。通过喷射转移,沉积速率和效率相对较高。电弧非常光滑,稳定,坚硬,焊缝外观美观,两侧清洗效果良好。在喷涂转移过程中,会产生大量的热量,从而形成一个难以控制的大熔池,并且不能用于比14 Ga薄的材料。这种转移会产生嘶嘶声,没有飞溅。
铝上的短弧传递产生不良的清洁作用,焊缝边缘处的连接不良,以及大量的飞溅和烟雾.-保持尖端到工作距离,并使接触尖端凹进约1/8“内部如果可能的话喷嘴。(见图2)
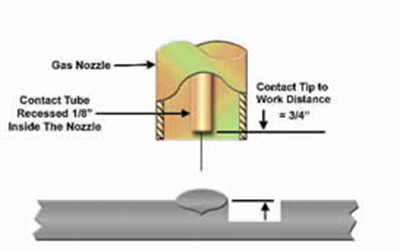
图2:枪和焊接区域
当MIG焊接铝非常热时,存在反射热和焊接熔池。保持尖端比这更接近可能导致电线烧回到接触尖端和其他馈电问题。
用于MIG焊接铝的最常见的保护气体是100%氩气。流速为20至30 CFH(立方英尺/小时)是可以接受的。 不接受 C25或氩CO 2 混合物。
避免在铝上使用大号编织珠。如果需要更大的角焊缝,多道直珠将提供更好的外观,并且冷磨,烧穿和其他焊接缺陷的可能性更小。
随着基材在焊接过程中被加热,有必要增加割炬行进速度。
操作员的技术水平,接头类型,装配和位置,以及焊接电源都将对铝的可焊性和您的成功产生很大影响。
常见问题/故障排除
过热加热基材引起的烧穿(熔化)
1.提高旅行速度。缩短焊缝。
2.部分移动,散热。
3.使用较厚的材料或将接头设计或焊接工艺更改为AC TIG。
4.消除/缩小差距
肮脏的焊缝
1.使用推角而不是拖动技术。
2.增加电压以进入喷涂转移。
3.使用适当的贱金属清洁技术(不锈钢刷)。
4.检查保护气体和合金类型是否合适。
无法让机器设置正确
1.检查焊机内盖是否有良好的起始设置和微调,以满足您的需求。
2.订购MIG计算器部件号086446以获得良好的启动设置。
在焊接期间或焊接结束时,导线会烧回接触尖端
1.保持工作距离的提示。
2.检查以确保接触头尺寸,驱动辊和喷枪内衬与您使用的线径相匹配。
在枪的入口导向器前面的导线'鸟巢'(堆积)
1.检查并调整驱动辊张力。
2.检查以确保驱动辊与线径匹配
3.如果结垢则更换接触尖端
4.检查铝制空心轴毂上的压力调节。