TIG焊接薄铝?
TIG焊接薄铝?不要给你的钨球 - 磨锐它。为了提高每个人的知识,这个铝合金回答了有关焊接薄材料的问题,描述了AC平衡控制的操作和优点,并讨论了根据电流强度要求选择TIG焊机。
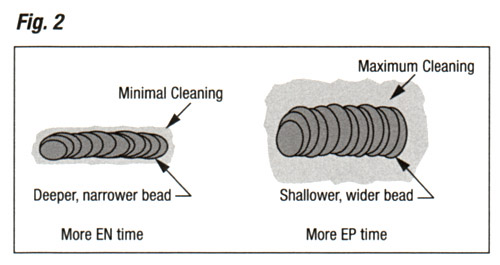
使用AC到TIG焊接铝需要去除在其表面上形成的氧化物层。 AC循环的电极正(EP)部分,其中电从工件流到钨,“爆炸”表面氧化物。循环的电极负极(EN)部分进行实际焊接,将来自钨的热量引导到金属中。
当工程师发明了Squarewave AC输出时,他们还发现不平衡的AC波形最适合许多应用。这就是为什么轻型机器,如Syncrowave 180 SD,具有固定平衡控制装置,比清洁(40%EP)更具穿透力(60%EN),如图1所示。
我们还发明了可调节平衡控制。此功能允许定制EN / EP比率以匹配应用程序。例如,Miller的Syncrowave MIG-250和Syncrowave MIG-350 LX可让您将EN值从45%调整到68%(EP为32%到45%)。
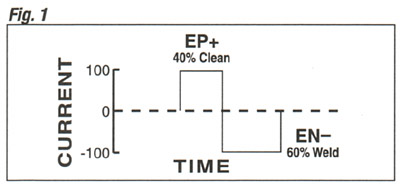
更多的EN可以形成更深,更窄的焊缝和更好的接头穿透。这有助于焊接厚材料,或者可以允许更快的行进速度。相反,更高的EP值可以去除更多的氧化物并形成更浅,更宽的珠子(参见图2)。在具有重氧化层或铸铝的材料上,增加清洁作用可最大限度地减少外来颗粒被包含的可能性,从而促进更好的焊接。