一旦检测到短路,电流就会增加。电弧在相对较高的短路电流和高电弧压力下点燃。这会导致焊接飞溅和不稳定。
ULS
超低飞溅

首页 / ULS-超低飞溅
超低飞溅焊接工艺
- ULS 工艺是一种改进的短弧过渡电弧,它控制短路和电弧状态变化过程中的波动性,以控制产生的飞溅量和大小。
- a) 标准短路转移弧
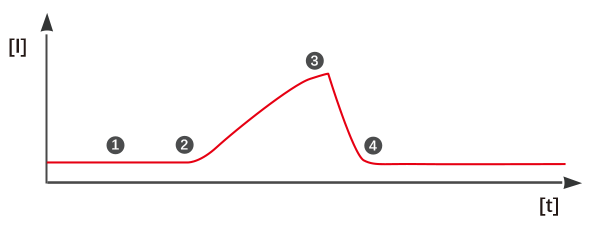
- b) 标准-短弧

- c) ULS 传输弧
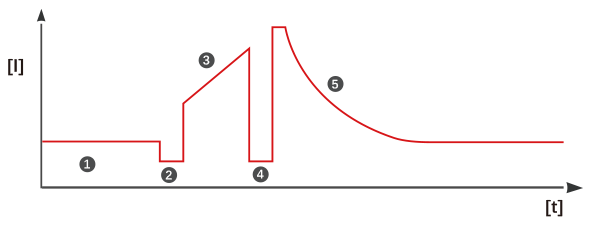
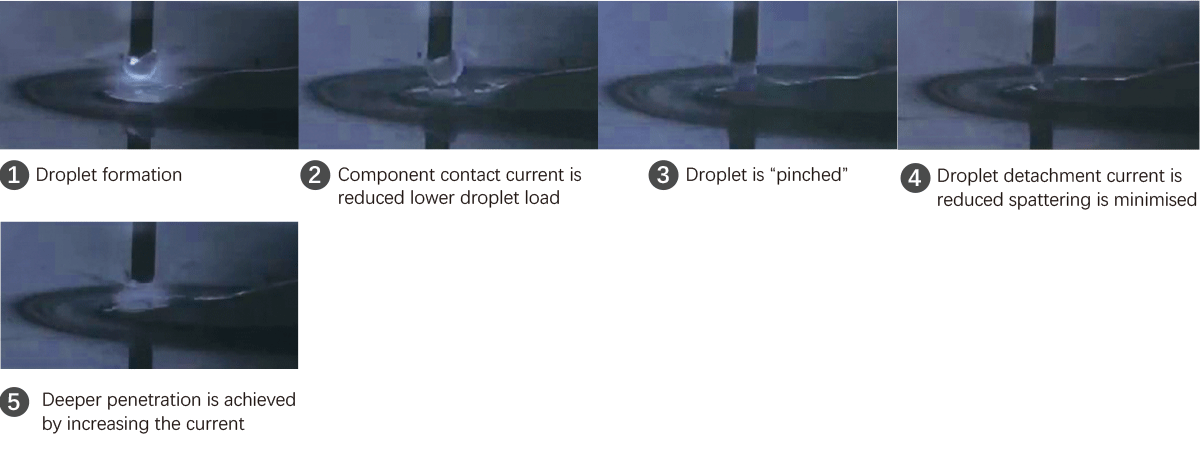
ULS 以相对较低的电流水平点燃电弧,依靠编程在收缩阶段大幅降低电流,从而减少熔滴分离和爆炸期间的能量和飞溅。此外,尾部阶段电流和表面张力的缓慢下降促进了平稳温和的熔滴过渡,减少了 CO2 冲击和固体飞溅。
- d) ULS-短弧
优势
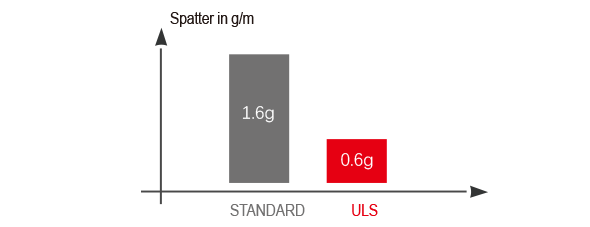
飞溅减少高达 75%
即使在高电流范围内,飞溅也可减少高达 75%。
- • 返工更少
- • 填料消耗更低
- • 废品更少
- • 清洁需求更少,可节省易损件
节省高达 25% 的燃气费用
- • 通过使用 100% 二氧化碳降低天然气成本
- • 通过使用 100% 二氧化碳提高渗透率
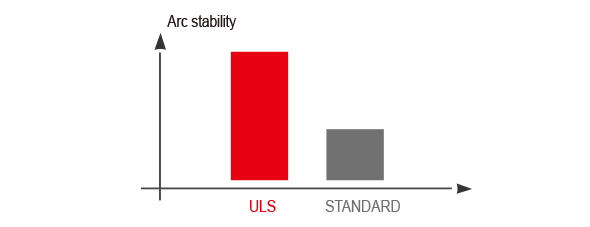
高工艺稳定性
- • 提高中间弧区域的工艺稳定性
- • 无需额外的传感器线
高工艺稳定性
飞溅极少
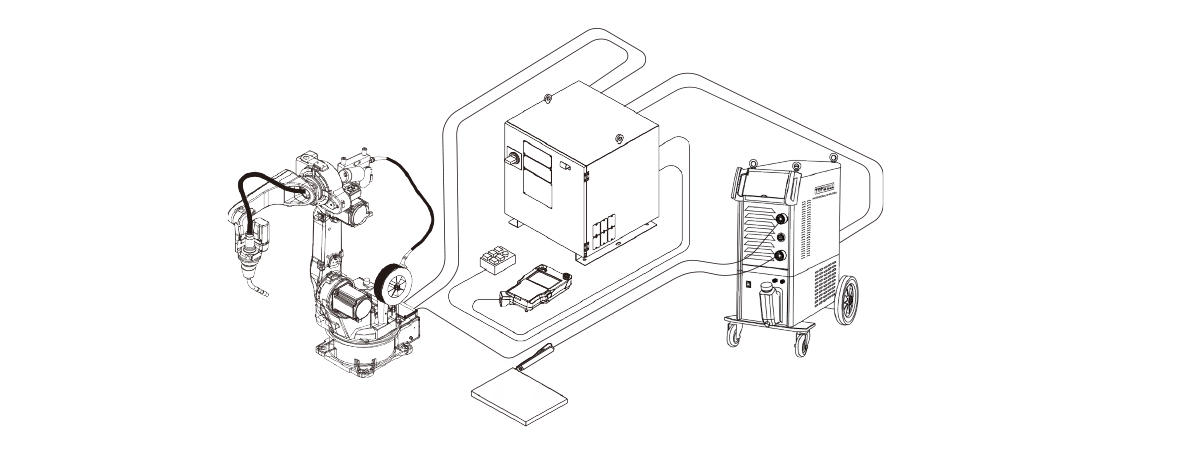
自动和机器人焊接带来更卓越的性能
采用机器人或小车进行焊接,以确保优异的性能。
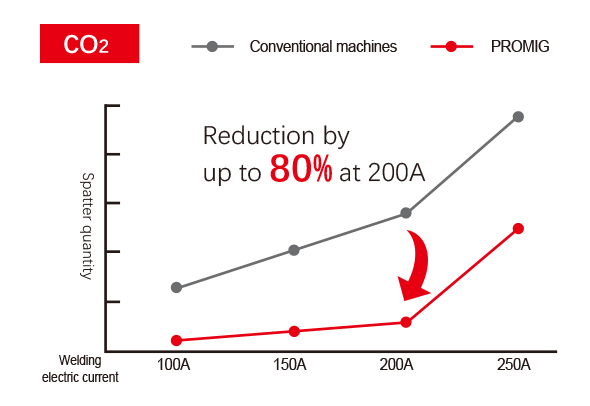
ULS 在 CO2 和 MAG 焊接工艺中的表现
- CO2焊接也能实现与MAG焊接同等的低飞溅产生
- 即使采用 MAG 焊接,也能最大限度地减少飞溅
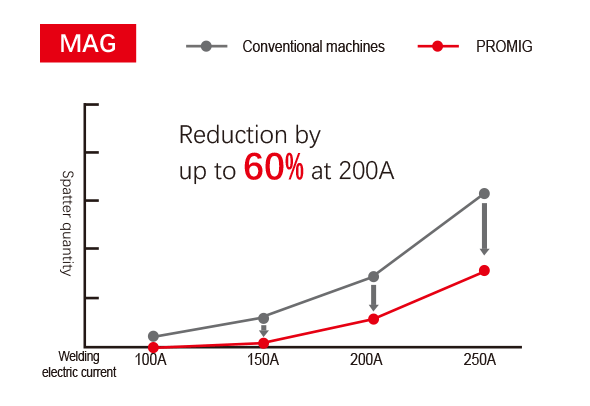
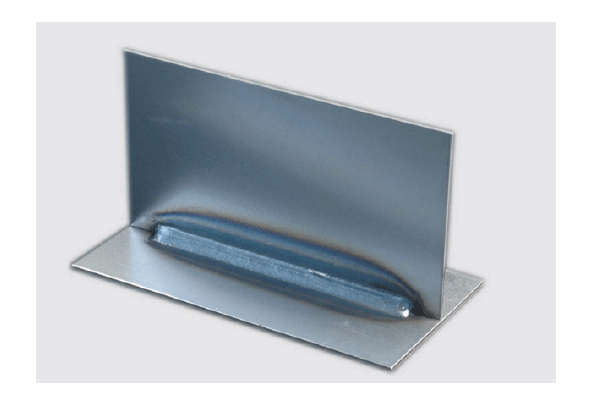
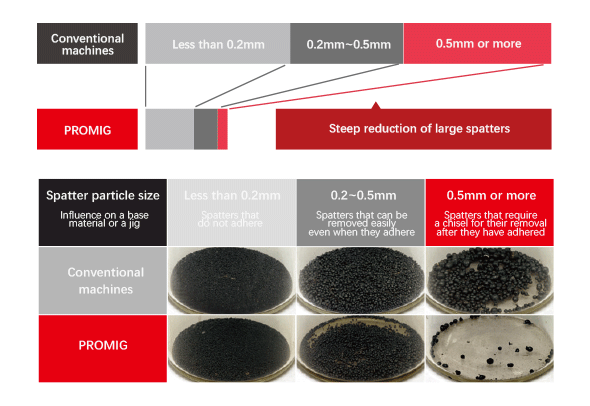
此外,由于颗粒较小,因此产生的飞溅物对基材或夹具的附着力也较小,因此可大幅减少清除飞溅物所需的工时,从而减少喷嘴的清理作业频率。
根部焊接工艺中的超低飞溅性能
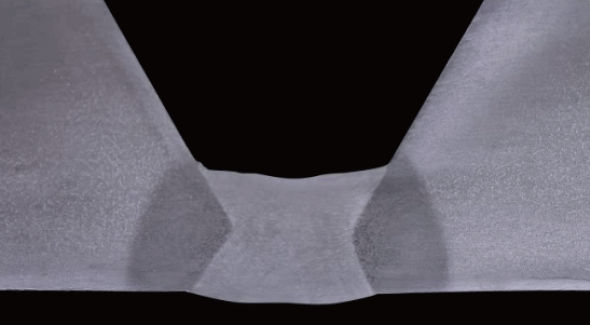

对于需要更高电弧压力的具有挑战性的根部焊道,ULS Root 的特点首先在于它的易用性和完美的根部形成,令人印象深刻。



下载